Hiểu biết cơ bản về mũi taro thẳng

Hiểu biết cơ bản về mũi taro thẳng
Hiểu biết cơ bản về mũi taro thẳng
 Hãy để chúng tôi giải thích mũi taro thẳng từ khái niệm cơ bản để có thể hiểu chức năng của chúng. Mũi taro thẳng là loại taro phổ biến thứ nhì trong ngành công nghiệp chế tạo sau mũi taro xoắn.
Hãy để chúng tôi giải thích mũi taro thẳng từ khái niệm cơ bản để có thể hiểu chức năng của chúng. Mũi taro thẳng là loại taro phổ biến thứ nhì trong ngành công nghiệp chế tạo sau mũi taro xoắn.
Mũi taro thẳng là gì?
Mũi taro thẳng có rãnh thẳng để tiện cho phân bố dầu tưới nguội. Chúng có một đoạn được mài xuống, nghiêng một góc nhất định cho mục đích xử lý phoi.
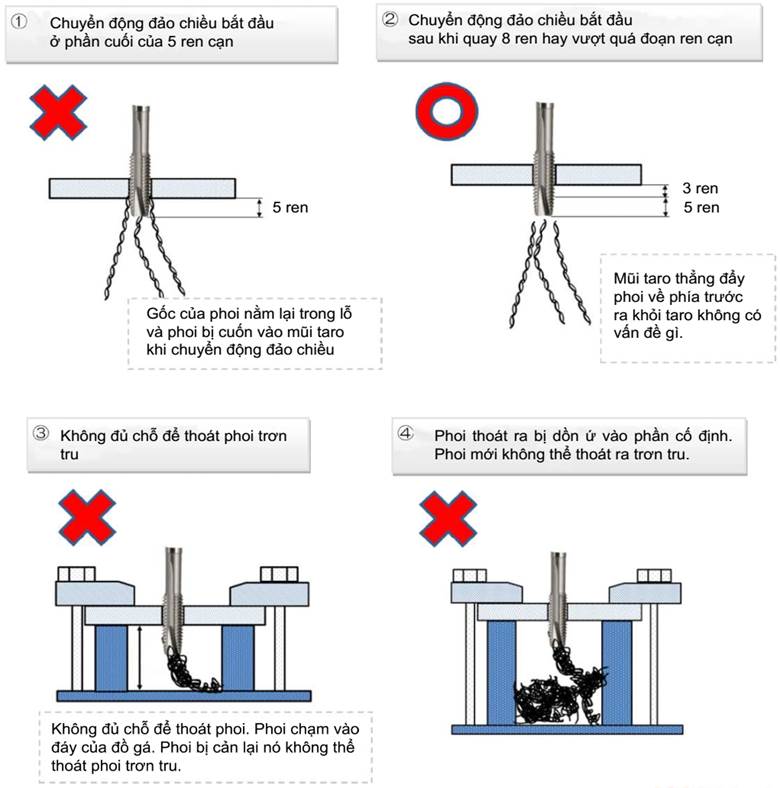
Taro này chủ yếu được dùng để taro lỗ thông. Mũi taro thẳng đẩy phoi về phía trước phía đỉnh tâm cùng hướng với hướng cắt ren.

Đặc điểm của mũi taro thẳng
1) Mũi taro thẳng là thích hợp nhất cho gia công lỗ thông.
2) Lực cắt thấp nhất trong tất cả các loại taro.
3) Thiết kế rãnh nông có tác dụng tăng độ bền của taro, chống gãy.
4) Mũi taro thẳng hiếm khi bị mẻ lưỡi cắt do cách thoát phoi của nó.
Lực cắt của mũi taro thẳng
Lực cắt ren của các loại taro
Lực cắt bắt đầu tăng khi đoạn ren cạn chứa ren cắt đi vào vật liệu phôi. Lực cắt trở nên lớn nhất khi toàn bộ đoạn ren cạn vào vật liệu phôi. Nó sẽ giữ nguyên không đổi cho đến khi đoạn ren cạn qua phôi. Sau đó, lực cắt sẽ giảm xuống khi mà taro đã cắt qua toàn bộ hình dạng ren ở cuối chu kỳ cắt ren.
Đường lực cắt
 Biểu đồ lực cắt dưới đây cho thấy thử nghiệm các loại mũi taro khác nhau, taro tay, taro xoắn và taro thẳng.
Biểu đồ lực cắt dưới đây cho thấy thử nghiệm các loại mũi taro khác nhau, taro tay, taro xoắn và taro thẳng.
Lực cắt sẽ thay đổi dựa trên loại mũi taro, đoạn ren cạn, số lượng rãnh, vật liệu phôi, loại dung dịch tưới nguội và cấu hình của phoi.
Mối quan hệ giữa ren trong, mũi taro và dưỡng kiểm tra ren

Một ren trong có thể được tạo ra bởi một số dụng cụ cắt và nhiều cách gia công.
Cách phổ biến nhất để tạo ra một cái ren trong là bằng “mũi taro”.
Một mũi taro sẽ mang kích cỡ, độ chính xác, kích thước của nó và thành phần ren vào ren trong nếu chạy đúng.
Một dưỡng kiểm ren trục đo kích thước, Độ chính xác P.D, độ vừa khít và chức năng của ren.

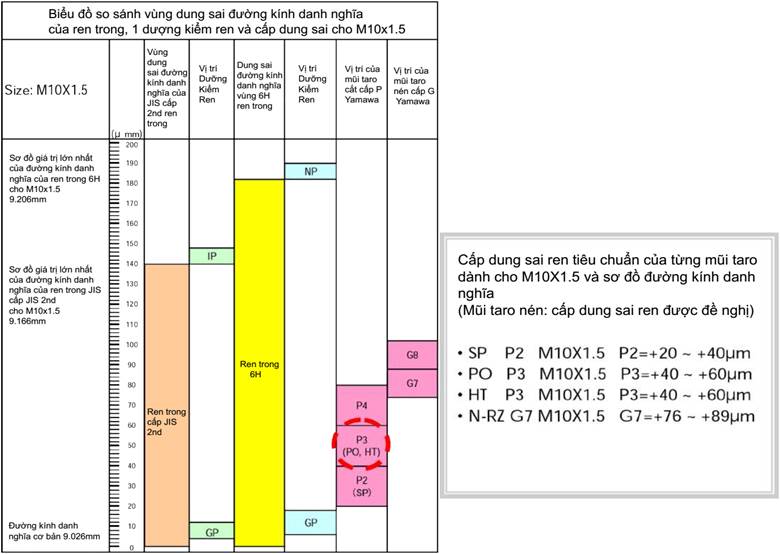
Mũi taro thẳng có cấp dung sai lớn hơn bởi vì chúng có xu hướng cắt gần hơn với size của mũi taro. Yamawa khuyên dùng taro quá cỡ cho những điều kiện sau.
1) Khi dự đoán trước được co ngót vật liệu dựa trên tính chất vật liệu và hình học của phôi.
2) Sau nguyên công taro là nguyên công xi mạ, phủ lên trên bề mặt ren trong 1 lớp (khuyên dùng taro quá cỡ gấp 4 lần hiều dày lớp xi mạ).
3) Khi khả năng co ngót của vật liệu nhỏ và dụng cụ chóng mòn do tính chất vật liệu.
4) Khi cắt ren bằng máy có cơ chế “Lượng ăn dao – feed” cứng, ren sẽ mở rộng một ít theo chiều trục. Chọn taro có cấp dung sai ren lớn nhất có thể.
Các sản phẩm mũi taro thẳng của Yamawa



Yamawa đề xuất mũi taro xoắn sử dụng cho lỗ thông
Yamawa đề xuất dùng dòng taro rãnh xoắn ren trái (ren ngược) để cắt ren phải dùng cho lỗ thông.
Những loại taro này đặt biệt có lợi thế tiếp xúc ren trụ tốt hơn để giảm ma sát khi đẩy phoi về phía trước ra khỏi lỗ khoan.

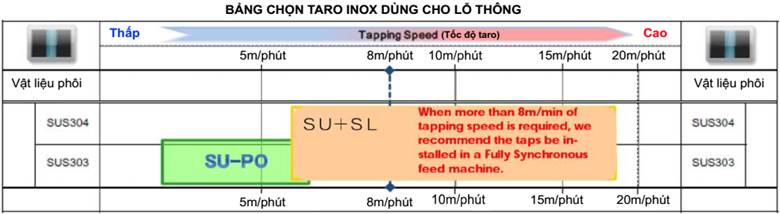


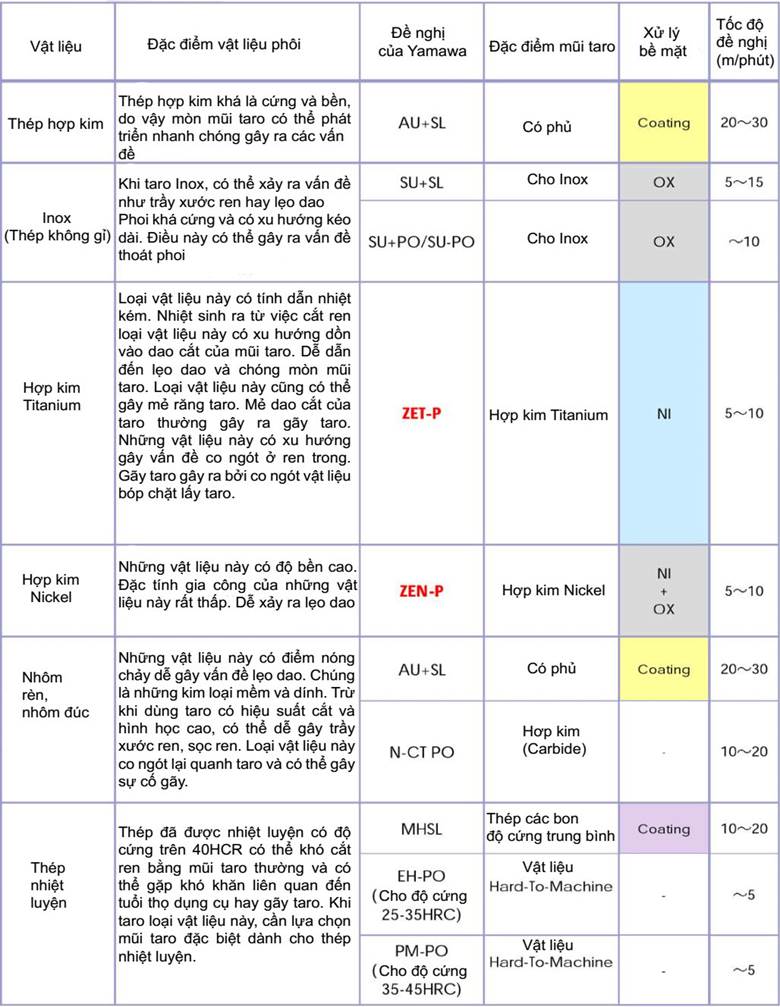
Lựa chọn mũi taro thẳng và mũi taro rãnh xoắn dùng taro lỗ thông dựa trên loại vật liệu phôi
※Mũi taro màu đỏ: Mũi taro dùng cho”lượng ăn dao-feed rate” đồng bộ hoàn toàn

Xử lý vấn đề của mũi taro thẳng và đề xuất phương án
Vấn đề mẻ và gãy
Mũi taro cắt quá size
1. “Lượng ăn dao – feed rate” của máy tạo ra ren dẫn chứ không phải mũi taro.
2. Mũi taro cào xước ren.
3. Mũi taro không thẳng hàng với đường tâm của trục hay của phôi.
4. Sử dụng sai giới hạn “H” của taro.
5. Đường chân ren chất lượng thấp.
6. Mũi taro bị mòn gây ra trầy xước ren
7. Thiếu bôi trơn hay dung dịch không phù hợp.
8. Phoi kẹt trong rãnh.
(Cắt quá size ví dụ cần taro M6×1 (6mm) nhưng tạo ra 6.1mm)
Mũi taro cắt dưới size
1. Mũi taro cắt dưới size
2. Không đúng giới hạn “H” trên mũi taro.
3. Sót lại phoi hay bavia trong lỗ khi kiểm ren.
4. Khi cắt ren ống hay chi tiết có thành mỏng, đường kính ren bị co lại.
5. Taro vật liệu có xu hướng co ngót sau khi cắt ren như titan.
6. Đảo chiều với tốc độ phù hợp để tránh làm hư ren.
7. Tăng góc cắt.
(Cắt dưới size ví dụ cần taro M6×1 (6mm) nhưng tạo ra 5.95mm)
Ren dẫn của mũi taro là một trong những nguyên tố quan trọng nhất đối với chu trình cắt ren và nên luôn luôn cắt ren bằng ren dẫn của mũi taro nếu có thể để giữ độ chính xác này.
 Ren dẫn M6×1mm tiến 1mm trên mỗi vòng quay. lượng ăn dao lỗi 2µm trên mỗi vòng quay trên máy sẽ tạo ra lỗi dẫn 24um trên một ren dài 12mm khiến cho dưỡng kiểm ren đo quá size mặc dù các yếu tố ren và đường kính khác là chính xác.
Ren dẫn M6×1mm tiến 1mm trên mỗi vòng quay. lượng ăn dao lỗi 2µm trên mỗi vòng quay trên máy sẽ tạo ra lỗi dẫn 24um trên một ren dài 12mm khiến cho dưỡng kiểm ren đo quá size mặc dù các yếu tố ren và đường kính khác là chính xác.
Nếu máy có khả năng tiến lượng ăn dao một cách chính xác với ren dẫn của mũi taro, có thể được sử dụng hệ thống kẹp cứng và lượng ăn dao máy.
Nếu lượng ăn dao máy không được duy trì thì nên dùng bầu kẹp căng/nén với một máy được lập trình để lượng ăn dao ít hơn một chút (5%) so với ren dẫn của taro để giúp hành trình căng nén của bầu kẹp làm việc tốt.
Các tin khác :
- Hiểu biết cơ bản về vật liệu gang để chọn mũi taro gang hiệu quả (14/06/2021)
- Hiểu biết cơ bản về mũi taro nén (16/08/2017)
- Hiểu biết cơ bản về mũi taro xoắn (12/08/2017)
- Lời khuyên hữu ích khi bạn gặp vấn đề về mũi taro (10/08/2017)
- Câu hỏi thường gặp phải về mũi taro (28/07/2017)
- Xử lý sự cố liên quan đến mũi taro - nguyên nhân, cách khắc phục (19/05/2017)
- Làm thế nào để bỏ điểm tâm trên Mũi Taro Xoắn? (17/05/2017)
- Mũi taro là gì? Phân loại mũi taro? Cách chọn mũi taro? (02/01/2017)
- Ưu điểm của phương pháp phay ren (01/04/2016)
- Phoi của vật liệu và hình dạng thoát phoi của mũi taro (31/03/2016)
.jpg "Bảng tra mũi khoan và taro")
.jpg "bảng tra mũi khoan và taro hệ inch")
.jpg "Tốc độ cắt khi taro và công thức tính chế độ cắt khi taro")
.jpg "Cách lấy mũi taro bị gãy")
.jpg "bảng tra mũi khoan và taro nén")





Ý kiến của bạn