Lời khuyên hữu ích khi bạn gặp vấn đề về mũi taro

Lời khuyên hữu ích khi bạn gặp vấn đề về mũi taro
Lời khuyên hữu ích khi bạn gặp vấn đề
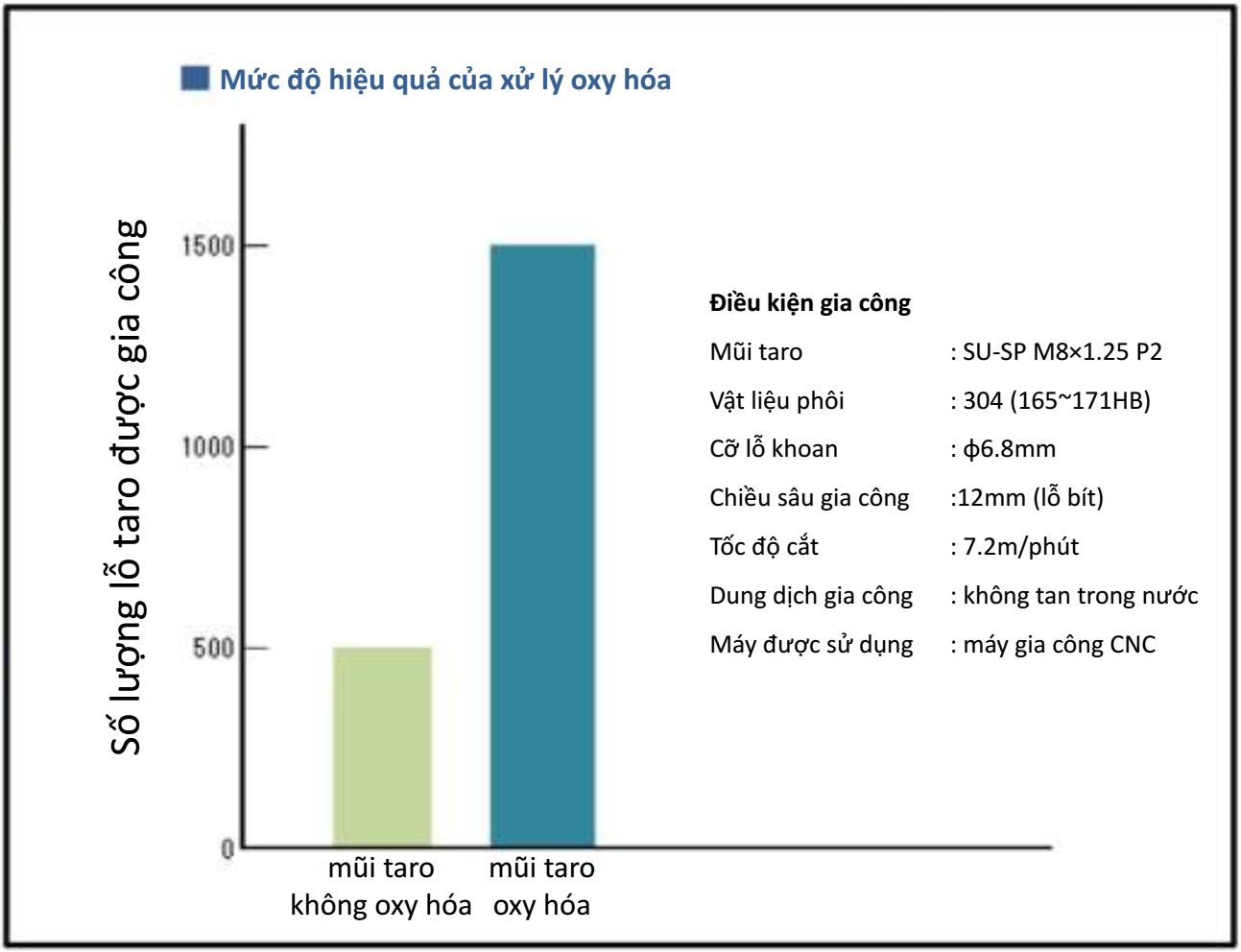
Hiệu quả của ô-xy hoá bề mặt
Câu hỏi
Tôi cần taro ren trong M7×1 và M10×0.75 với phôi là Inox. Thường thì tôi sử dụng mũi taro xoắn SU-SP hoặc mũi taro thẳng SU-PO với dầu tưới nguội không hòa tan nước.
Tôi chỉ có loại mũi taro SP ở các size này, có thể dùng những mũi taro này cho inox không?
Trả lời
Để tạo ra ren trong cho Inox, chúng tôi khuyến nghị bạn dùng mũi taro có xử lý ô-xy hóa bề mặt được làm bởi công ty xử lý bề mặt chuyên nghiệp, có đầy đủ trang thiết bị để thực hiện.
Ô-xy hóa là phương pháp xử lý bề mặt tiêu chuẩn nó giúp cho mũi taro SU-SP và SU-PO của Yamawa gia công được vật liệu phôi Inox. Các ích lợi của của việc ô-xy hoá bề mặt sẽ được giải thích dưới đây.
Hướng dẫn
Xử lý ô-xy hoá được ký hiệu là “OX” hay “Stream Homo”. Sử dụng phương pháp xử lý bề mặt oxít hơi nước tạo ra những lỗ nhỏ hay rỗ trên bề mặt dụng cụ. Các giọt nước và phân tử của dầu cắt gọt tụlại trong các lỗ này nó sẽ giúp làm mát và bôi trơn. Nâng cao mức bôi trơn trên dụng cụ làm giảm ma sát và tránh được vật liệu dính vào lưỡi cắt (lẹo dao). Nâng cao bôi trơn trên cạnh cắt cũng giúp cải thiện bề mặt của ren trong, bề mặt ren sẽ đẹp hơn. Oxít Hơi nước không làm tăng thêm độ cứng hay độ rắn của công cụ nhưng bạn có thể thấy được tuổi thọ dụng cụ kéo dài hơn đối với vật liệu hợp kim sắt do nâng cao bôi trơn.
Lời khuyên
Biểu đồ ở dưới đây cho thấy tuổi thọ của dụng cụ tăng lên khi taro Inox SUS304 giữa mũi taro SU-SP có ô-xy hoá và mũi SU-SP không ô-xy hóa. Lưu ý lượng tăng 300% tuổi thọ dụng cụ khi dùng mũi taro ô-xy hóa. Mũi taro của bạn là loại SP nên hiệu quả của xử lý ô-xy hóa có thể không đáng kể như mũi taro SU-SP oxy hóa. Chúng tôi đề nghị ô-xy hoá mũi taro SP của bạn ở công ty chuyên nghiệp về xử lý bề mặt sẽ giúp nâng cao tuổi thọ dụng cụ và làm giảm các vấn đề gia công ren của bạn.
Mũi taro xử lý ô-xy hóa được khuyến nghị cho gia công vật liệu dẻo và vật liệu phôi dễ bị lẹo dao như thép carbon thấp.
Mũi taro ren cấy (STI) là gì?
Câu hỏi
YAMAWA có sản xuất và chào hàng loại mũi taro ren cấy (STI) dùng đặc biệt cho ren cấy hay ren giả với thương hiệu “Helissert” hay “Helicoil” không?
Trả lời
“Helisert” là tên thương hiệu ren cấy được sản xuất ở Ấn Độ và dùng trên toàn Châu Á. “Helicoil” là tên thương hiệu ren cấy được sản xuất tại Mỹ và dùng trên toàn Bắc Mỹ. Ren cấy được chèn vào lỗ ren trong để ngăn ngừa hư hỏng và gia cố ren ban đầu. Mỗi nhà sản xuất ren cấy có tên thương hiệu riêng.
YAMAWA gọi nó là “Ren cấy hay Ren giả”. Chúng tôi có sản xuất và bán mũi taro đặc biệt cho việc taro lỗ ren trong dùng cấy ren cấy vào và gọi chúng là “Mũi taro ren cấy”.
Nó khác với các loại mũi taro khác như: Mũi taro tay, Mũi taro xoắn, Mũi taro thẳng, Mũi taro nén...
Size mũi taro ren cấy có cùng size với mũi taro thông thường nhưng mũi taro ren cấy có đường kính lớn hơn để phù hợp với đường kính ngoài của ren cấy.

Để tạo ra lỗ ren trong M10 ta cần sử dụng ren cấy M10 và mũi taro ren cấy M10 (mũi taro này có đường kính ngoài là 11.948mm). Ren cấy này được gọi bằng những tên thương hiệu khác nhau như “Insert”, “Helicoil”, “Silmcet” hay “E-sert”.
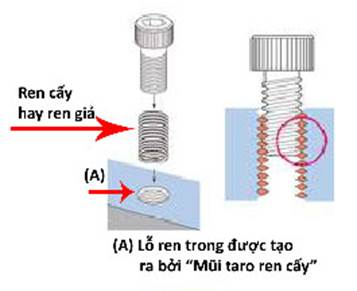
Ren cấy được chèn vào lỗ ren trong của chi tiết, những chi tiết sử dụ thường là chi tiết làm từ vật liệu mềm như nhôm, đồng, nhựa.... hoặc là chi tiết đắt tiền, tinh vi cần phải được bảo vệ hoặc cần gia cố (Xem hình bên phải). YAMAWA đưa ra các mũi taro riêng biệt cho ren (hay mũi taro STI) dùng để gia công lỗ ren trước khi chèn ren cấy.
Lưu ý: Mỗi nhà sản xuất có tên thương hiệu riêng cũng như khái niệm cấu hình riêng.
Phạm vi kích thước;
-M2.6 đến M24 (thô và tinh ren hệ Mét)
-#4 đến 3/4 (UNC, UNF cho Ren Thống Nhất)
Mặt hàng;

Mũi Taro Tay: AL-HT-STI (dành cho Cấp 1b)

Mũi Taro Xoắn: AL-SP STI (dành cho Cấp 1b)

Mũi Taro Thẳng: AL-PO STI (dành cho Cấp 1b)
Ngoài những mặt hàng được thể hiện ở trên, còn có những mũi STI khác là:
-N-CT LA STI (dành cho Cấp 1b) mũi taro hợp kim
-N-RS STI (dành cho Cấp 1b): Mũi Taro Nén
Thông tin
Mã sản phẩm dành cho mũi taro ren cấy (STI) đã được sửa lại có hiệu lực từ tháng 4/ 2015.
Nhận dạng màu vật liệu cũng được đổi từ xanh sang đỏ để dễ nhận ra vật liệu phôi được hướng đến. (vd, AL và LA: dành cho vật liệu Nhôm)
-STI-HT>AL-HT STI -STI-SP>AL-SP STI
-PO-STI>AL-PO STI -N-CTSTI>N-CT LA STI
Bỏ đi đỉnh tâm trên Mũi Taro Xoắn
Câu hỏi
Tôi đang dùng mũi taro xoắn M6x1 để gia công lỗ bít nhưng đỉnh tâm của mũi taro chạm vào đáy lỗ trước khi đạt được chiều sâu ren cần thiết. Tôi muốn bỏ đỉnh tâm của mũi taro đi, nhưng tôi không biết tôi có thể bỏ đi chừng nào mà không gây hư hỏng mũi taro.
Trả lời
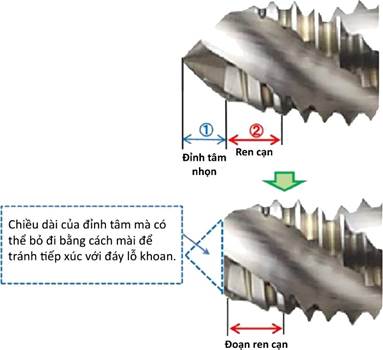
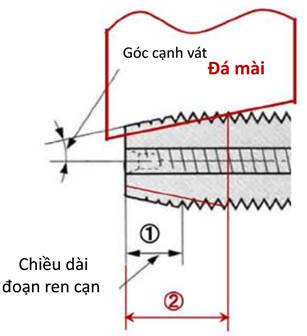
Đoạn ren cạn còn lại khi đã mài đỉnh tâm
Thường thì mũi taro M6 hay nhỏ hơn có đỉnh tâm nhọn. Đỉnh tâm của mũi taro có thể được bỏ đi bằng cách mài. Tuy nhiên, không được mài đi đoạn ren cạn (Đoạn ren có chứa lưỡi cắt ren, bắt đầu cắt ren từ đoạn ren cạn này).
Hướng dẫn
Nếu bạn nhìn vào phần cuối của mũi taro, bạn có thể thấy nó được chia làm hai phần, đỉnh tâm lồi ① và phần ren cạn ②. Phần ① có thể bỏ đi bằng cách mài, nhưng cẩn thận không được mài đi đoạn ren cạn, nếu không năng suất gia công sẽ bị ảnh hưởng.
Lời khuyên
Mũi taro xoắn với đoạn ren cạn 2.5 ren là phù hợp nhất cho gia công lỗ bít.
Yamawa cũng đưa ra mũi taro xoắn với đoạn ren cạn 1.5 ren áp dụng cho lỗ bít, khi mà chiều dài ren và chiều sâu lỗ có kích thước trong khoảng 2 đến 3 ren. Loại lỗ này sẽ không dùng mũi taro có đỉnh tâm lồi. Mũi taro xoắn ren cạn 1.5 ren không có đỉnh tâm phù hợp với lỗ ren sát đáy.
Mũi taro xoắn với đoạn ren cạn 1.5 ren

Dùng mũi taro có lỗ tưới nguội trong như thế nào?
Câu hỏi
Mũi taro tưới nguội trong được phân loại theo cách mà dầu đi qua xuyên tâm của mũi taro hay bên ngoài mũi taro. Loại mũi taro tưới nguội trong nào tôi nên sử dụng?
Trả lời
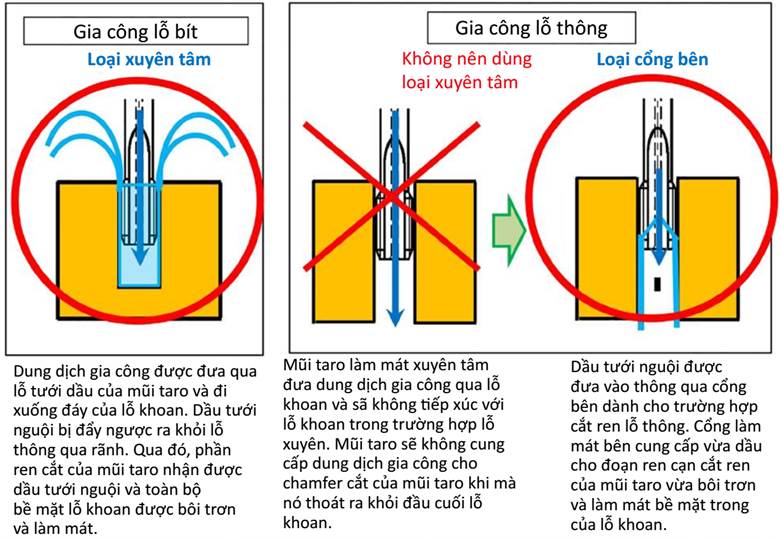
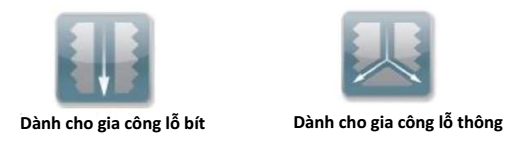
Mũi taro tưới nguội trong được lựa chọn bằng việc xác định dùng gia công ren lỗ thông hay lỗ bít.
Hướng dẫn
Sử dụng đúng cách mũi taro tưới nguội qua tâm và mũi taro tưới nguội qua cổng bên.
Lời khuyên
Xem ký hiệu trường hợp áp dụng gia công được in trong catalog và tờ rơi của Yamawa để có thể xác định loại mũi taro tưới nguội trong nào phù hợp với nhu cầu sử dụng của bạn.
Mũi taro xoắn: Cải tiến trong vấn đề kẹt phoi
Câu hỏi
Tôi gặp vấn đề là phoi bị cuốn vào mũi taro và máy khi taro ren với mũi taro xoắn. Bạn có thể cho tôi một giải pháp cho vấn đề này không?
Trả lời
Hãy đảm bảo rằng phoi không chạm vào bầu kẹp hay những bộ phận khác của máy. Phoi bị cuốn vào mũi taro hay vào máy sẽ khiến cho lưỡi cắt bị mẻ hay bị gãy. Hãy tham khảo hướng dẫn dưới đây và kiểm tra điều kiện làm việc của bạn.
Biện pháp
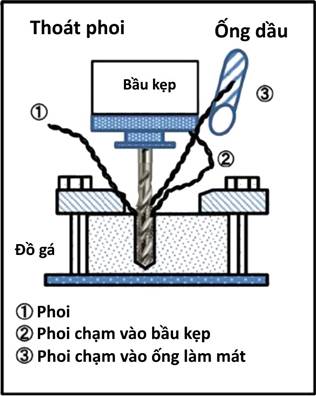
- Nếu phoi chạm vào máy, đồ gá hay ống tưới dầu, chúng có thể bị cuốn vào ren của mũi taro thay vì được thoát ra đúng cách ra khỏi lỗ.
- Nếu đường kính ngoài của bầu kẹp quá lớn, phoi có thể chạm vào bầu kẹp khiến cho phoi bị cuốn vào ren của mũi taro.
- Vấn đề kẹt cuốn phoi có thể dễ dàng gây ra mẻ lưỡi cắt hay sự cố gãy mũi taro hết sức nguy hại.
- Kiểm tra điều kiện làm việc để biết xem phoi có được thoát ra trơn tru hay không.

Cải tiến đạt được nhờ thay đổi loại bầu kẹp

Nếu bạn không thể thay đổi loại bầu kẹp bạn đang sử dụng, bạn có thể ngăn ngừa phoi khỏi chạm vào bầu kẹp bằng cách dùng mũi taro cán dài để thay thế.
Vấn đề trầy xước ren xảy ra khi taro ren với mũi taro có size lớn
Câu hỏi
Tôi dùng dầu hòa tan trong nước là chính, khi taro ren lớn trên M30 vật liệu phôi thép 1018, tôi gặp vấn đề trầy xước bề mặt ren. Bạn có giải pháp nào cho vấn đề của tôi không?

Trả lời
Trước tiên, Yamawa khuyến nghị bạn đổi dầu tưới nguội từ dầu hòa tan trong nước sang dầu cắt gọt nguyên chất. Cùng với đó sử dụng mũi taro với bề mặt xử lý ô-xy hóa (OX) sẽ góp phần hoàn thiện bề mặt tốt.
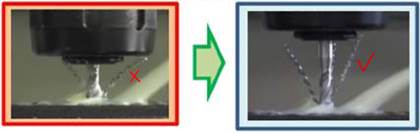
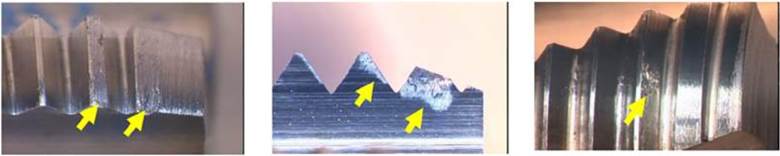
Dùng dầu cắt gọt nguyên chất giúp tăng thêm độ bôi trơn và giảm vấn đề lẹo dao (phoi dính vào ren cắt) trên phần ren của mũi taro. Lẹo dao gây trầy xước trên bề mặt ren đã gia công. Dầu hòa tan trong nước kém khả năng bôi trơn hơn vì tỷ lệ hòa tan dung dịch thường là 5% dầu và 95% nước. Dầu hòa tan trong nước chỉ có thể đóng vai trò làm mát chứ không phải vai trò bôi trơn khi cắt ren. Xem những ảnh dưới đây để thấy vấn đề lẹo dao.
Lời khuyên
Nói chung, khi sử dụng dầu cắt gọt nguyên chất sẽ giải quyết vấn đề lẹo dao và trầy xước bề mặt ren hoàn thiện. Nếu bạn sử dụng dầu cắt gọt nguyên chất có áp suất cao dùng cho taro ren trên Inox hoặc các vật liệu khó gia công khác, bạn sẽ thấy những cải thiện hơn nữa trong năng suất và hoàn thiện bề mặt ren. Sử dụng mũi taro có xử lý ô-xy hóa (OX) sẽ tạo ra những cải thiện hơn nữa trên ren, nếu bạn gặp phải vấn đề trầy xước bề mặt ren.


Mũi taro tiêu chuẩn của Yamawa chuyên cho taro Inox với kích thước nhỏ hơn M24
Về mài lại mũi taro
Câu hỏi
Tôi muốn tái sử dụng mũi taro đã bị mòn của tôi bằng cách mài lại chúng. Bạn có thể nói cho tôi biết những điểm quan trọng nào tôi cần để ý khi mài lại mũi taro đã sử dụng không?
Trả lời
Khả năng cắt và độ ổn định của mũi taro phụ thuộc vào sự cân bằng giữa một số các yếu tố như góc cắt, góc sắc và chiều rộng lưỡi cắt. Sẽ là khó khăn để mài lại một mũi taro đạt chuẩn được thiết kế để hoạt động ở tốc độ cao. Càng khó hơn để mài lại, tái tạo đạt năng suất cắt cao đối với mũi taro đặc chủng được làm đặc biệt cho một ngành công nghiệp nhất định. Bạn cần rất cẩn trọng khi mài lại mũi taro vì bất kỳ phương pháp mài mũi taro nào cũng có khả năng gặp vấn đề trong việc giữ lại hiệu suất của mũi taro ban đầu.
Hướng dẫn
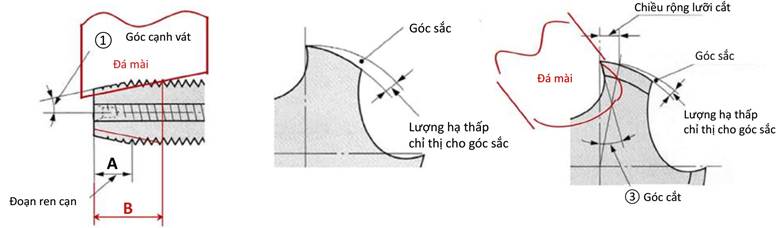
Phần bề mặt có thể dùng để mài lại mũi taro đã sử dụng và các vấn đề cần quan tâm
Ví dụ: Mũi taro tay, phần bề mặt dùng để mài lại mũi taro bị mòn là đoạn ren cạn và phần rãnh.
Khi mũi taro được mài lại, việc giữ nguyên góc cạnh vát là cốt yếu để tái tạo năng suất cắt giống như là một mũi taro mới. Mài lại đoạn ren cạn kéo dài chiều dài của nó từ vị trí ① đến vị trí ② như cho thấy trên hình. Chiều dài thêm của đoạn ren cạn thường là chấp nhận được trong taro lỗ thông nhưng có thể sẽ chạm vào đáy lỗ khi taro ren lỗ bít.
Tái tạo chiều dài ban đầu đoạn ren cạn mũi taro bằng cách cắt bớt đoạn cuối của mũi taro có thể là giải pháp nhưng nó sẽ làm tăng thời gian và tăng chi phí mài lại.
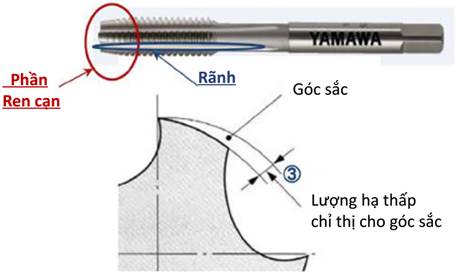
Góc sắc được mài theo một đường “Tan” đến đường kính ngoài của mũi taro. Góc sắc không đơn thuần là một đường cong tròn cạnh đồng tâm với đường kính của taro. Lượng hạ thấp chỉ thị cho góc sắc ③ được cho thấy ở trên sẽ thay đổi tùy theo loại mũi taro. Rất khó để lựa chọn lượng hạ thấp chỉ thị nếu không có chỉ dẫn cụ thể và bảng tham khảo để làm theo.
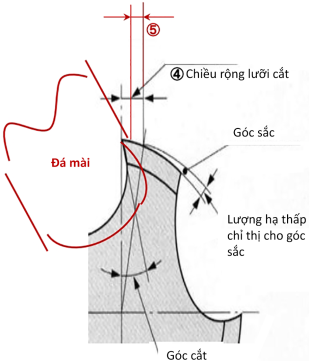
Khi mài bên trong phần rãnh, bắt buộc phải giữ nguyên góc cắt của mũi taro ban đầu để tái tạo hiệu suất cắt giống như mũi taro mới. Mài bên trong rãnh sẽ khiến cho giảm chiều rộng lưỡi cắt từ ④ xuống ⑤ như cho thấy ở hình bên phải. Điều này sẽ gây ra năng suất cắt không ổn định.
Câu hỏi
Tôi có ý định mài lại mũi taro để sử dụng lại chúng, có khuyến nghị nào về việc xác định loại mũi taro nào có thể mài lại và loại nào không thể không?
Trả lời
Năng suất của mọi mũi taro phụ thuộc rất nhiều vào sự cân bằng của các yếu tố như, góc cắt, đoạn ren cạn cắt và bề rộng lưỡi cắt. Thường thì Yamawa không khuyến khích mài lại mũi taro vì như thế sẽ gây nên mất đi năng suất của mũi taro được mài lại so với mũi taro mới. Nếu ban vẫn quyết định mài lại mũi taro, hãy tham khảo những điểm sau khi mài lại chúng.
Yamawa không khuyến khích mài lại những mũi taro sau:
1. Mũi taro gia công tốc độ cao
Sản phẩm được sản xuất với các thông số kỹ thuật rất đặc biệt để đạt được hiệu suất gia công cực kỳ cao. Không khuyến khích mài lại vì rất khó để tái tạo lại các thông số chủ chốt.
.
2. Mũi taro có xử lý bề mặt
Các xử lý bề mặt như phủ TiN, TiCN, Ni và OX được áp dụng trên các bộ phận nhất định của mũi taro như chiều rộng lưỡi cắt và rãnh sẽ bị mất đi khi mài. Điều này sẽ gây ra năng suất gia công kém và tái tạo lại các xử lý bề mặt này là hết sức khó khăn.

3. Phần rãnh của mũi taro xoắn và thẳng

4. Mũi taro cỡ dưới M24
Năng suất của mũi taro sẽ giảm 50% đến 70% sau khi mài. Từ góc nhìn cân nhắc lợi ích và chi phí, mài lại các mũi taro có cỡ dưới M24 là không nên.
5. Mũi taro đặc chủng
Khả năng gia công sẽ trở nên không ổn định sau khi mài. Bởi vậy, không khuyến khích mài lại mũi taro nếu mũi taro dùng cho quy trình tự động hoặc khi mà phải thay mũi taro liên tục.
Loại mũi taro có thể mài lại và khuyến cáo
1. Khi xét đến các đề nghị kể trên, loại mũi taro phù hợp để mài lại nên được giới hạn là những mũi taro size lớn hoặc mũi taro có giá trị cao.
2. Mũi taro được mài lại thường bị mất cân bằng. Yamawa khuyến nghị rằng các mũi taro này không được lắp vào các máy đồng bộ hoàn toàn (máy CNC, Máy taro tự động) ...Mũi taro được mài lại phù hợp với máy không chính xác hoặc khi tuổi thọ mũi taro được dự định là thấp. Cần hết sức cẩn trọng với hiện tượng lỗ ren bị lớn có thể xảy ra khi sử dụng mũi taro được mài lại với máy móc không ổn định.
Câu hỏi
Hiện tại tôi đang mài lại mũi taro có size lớn với nhiều loại máy và thiết bị mài. Mài mũi taro khác hoàn toàn so với mài mũi khoan và dao phay ngón và có vẻ phức tạp hơn. Cần phải làm nhiều bước để có thể mài lại mũi taro và nó rất tốn thời gian.
Có cách nào đơn giản hơn để mài mũi taro không?
Trả lời
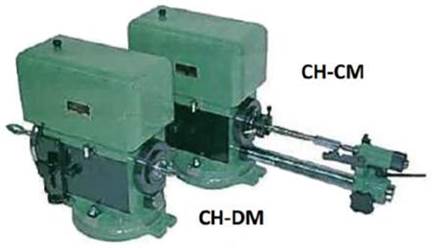
Yamawa đang có bán thiết bị mài đoạn ren cạn của mũi taro CH-CM và CH-DM. Các phụ kiện này đã được phát triển dành cho công việc mài lại đoạn ren cạn của mũi taro. Phụ kiện này sẽ gắn vừa với nhiều loại máy mài. Phụ kiện này giúp cho việc mài lại đoạn ren cạn của mũi taro dễ dàng hơn.
Hãy tham khảo phần tóm tắt về phụ kiện sau.
CH-CM và CH-DM, thiết bị mài cạnh vát mũi taro
1. Có 2 loại cho phụ kiện này, loại CH-CM và loại CH-DM (xem hình bên phải).
2. CH-CM là dành cho mài mũi taro khi mũi taro được cố định ở hai tâm. Cho phép mài và giảm lệch mũi
taro.
3. CH-DM là dành cho mài mũi taro khi taro được cố định ở một tâm và với collet. CH-DM được thiết kế như là phụ kiện mài mũi taro những cũng khá thích hợp để mài lại mũi khoan và mũi khoan tâm.
4. Cả hai đều được trang bị môtơ cho phép sức quay mạnh mẽ.
Chúng tôi cũng có cả mặt hàng phụ kiện CH-C và CH-D không có môtơ!
Sự khác nhau giữa mũi taro SP & +SP
Câu hỏi
Làm thế nào để phân biệt khi nào thì dùng mũi taro SP hay +SP? Loại nào có thể dùng cho mục đích chung?
Trả lời
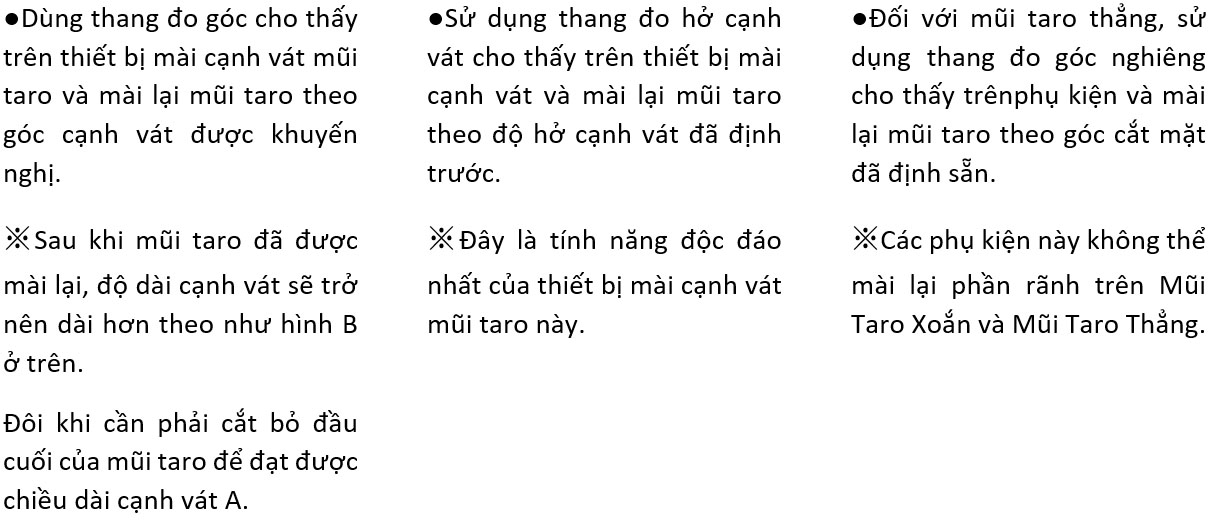
Cả hai đều có thể sử dụng cho mục đích chung. Dưới đây là sự khác biệt chủ đạo. Mũi taro SP là để dùng cho gia công tốc độ từ thấp đến trung bình với máy khoan cần và trung tâm gia công CNC, máy sử dụng bầu kẹp tự lựa (floating) hoặc bầu kẹp có cơ cấu căng/nén. Mũi taro +SP dùng cho gia công tốc độ từ trung bình đến tốc độ cao với trung tâm gia công CNC nhưng khuyến nghị dùng với bầu kẹp cứng và lượng ăn dao (feed rate) đồng bộ.
Hướng dẫn
Xem “Bảng Hệ Thống Mới” dưới đây để tìm loại mũi taro phù hợp nhất với điều kiện gia công của bạn.
Bạn có thể tham khảo bảng trên để lựa chọn loại mũi taro nào là phù hợp cho điều kiện cắt ren của bạn. Hãy xem những bảng cùng dạng trong GENERAL CATALOG của chúng tôi để lựa chon mũi taro một cách tốt nhất cho “Dùng cho thép, lỗ thông”, “Inox”, “Vật liệu phi kim loại sắt: nhôm, đồng, nhựa”, và “Mũi taro nén”.
Mũi taro SP đường kính lớn BLF giải pháp cho vấn đề trầy xước ren
Câu hỏi
Tôi gặp vấn đề trầy xước ren sau khi phần ren cạn của mũi taro cắt qua toàn bộ phần ren khi tôi taro ren size lớn. Bạn có thể cho tôi một lời khuyên để giải quyết vấn đề này không?
Trả lời
Vấn đề trầy xước khi sử dụng mũi taro size lớn được giảm thiểu khi sử dụng mũi taro với thiết kế đỉnh ren “BLF” đặc biệt của Yamawa.
Ví dụ
Trầy xước xảy ra sau khi cắt ren 10 lỗ với SP chuẩn không có xử lý bề mặt.

Hướng dẫn
Cải tiến trong thoát phoi đến từ thiết kế rãnh độc đáo và nâng cao góc cạnh cắt. Phương pháp cắt “Heel nâng cao BLF” trên mũi taro tạo ra hiệu suất cắt mỹ mãn và qua đó ngăn ngừa vấn đề mẻ lưỡi. Có thể thấy sự cải thiện đáng kể tuổi thọ dụng cụ do chiều cao ren thấp trong vùng BLF khiến cho lực cản ma sát giảm đi và phòng ngừa vấn đề lẹo dao.
Làm thế nào để phân biệt giữa mũi taro SU-PO và SU+SL
Câu hỏi
Để taro ren lỗ thông cho vật liệu phôi Inox (thép không gỉ) tôi không biết làm sao để sử dụng mũi taro SU-PO và mũi SU+SL một cách tốt nhất. Hãy cho tôi lời khuyên.
Trả lời
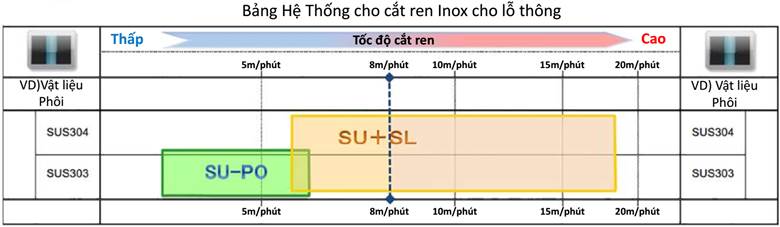
Bạn có thể phân biệt chúng dựa theo tốc độ gia công được yêu cầu.
Mũi SU-PO được khuyến nghị dùng cho tốc độ gia công thấp khoảng 5m/phút trong khi mũi SU+LS được khuyến nghị dùng cho tốc độ cao trên 18m/phút.
Hướng dẫn
Trước đây cách duy nhất để taro lỗ thông cho Inox là dùng mũi taro SU-PO.
 Hiện nay đã có thêm mũi SU+SL và bạn có thể chọn một trong hai để phù hợp với tốc độ taro ren được yêu cầu. Dùng mũi SU-PO cho taro ren dưới 5m/phút và SU+SL cho taro ren từ 6m/phút đến 18m/phút. Khuyến nghị taro ren với “Lượng ăn dao - Feed đồng bộ hoàn toàn khi taro ren 8m/phút.
Hiện nay đã có thêm mũi SU+SL và bạn có thể chọn một trong hai để phù hợp với tốc độ taro ren được yêu cầu. Dùng mũi SU-PO cho taro ren dưới 5m/phút và SU+SL cho taro ren từ 6m/phút đến 18m/phút. Khuyến nghị taro ren với “Lượng ăn dao - Feed đồng bộ hoàn toàn khi taro ren 8m/phút.
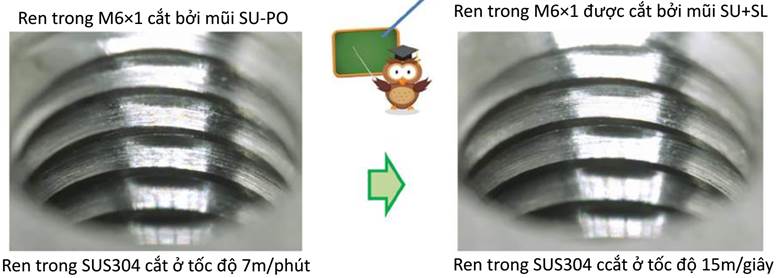
Mũi Taro SU+SL là phù hợp cho taro ren lỗ thông cho vật liệu cứng và vật liệu phoi dây như Inox, thép crôm và thép molybden.
Sử dụng mũi taro hợp kim (Carbide) như thế nào?
Câu hỏi
Tôi có cần phải cẩn trọng khi taro ren bằng mũi taro hợp kim không?
Trả lời
Để sử dụng mũi taro hợp kim, bạn cần cẩn thận khi lựa chọn vật liệu phôi. Mũi taro hợp kim được sử dụng nhiều nhất để taro gang và nhôm đúc khuôn. Ngược lại, chúng không phù hợp cho taro thép và Inox. Hãy cẩn trọng khi bạn taro ren với mũi taro hợp kim trên bất kỳ loại máy nào vì nếu vận hành máy không ổn định sẽ gây ra vấn đề trầy xước ren.
Hướng dẫn
Vật liệu phôi lý tưởng
 Mũi taro hợp kim giới hạn trong taro vật liệu như gang và nhôm đúc khuôn bởi vì phoi thoát ra có dạng vỡ vụn. (Xem ảnh bên trái) Với những tiến bộ trong gia công ren gần đây mũi taro hợp kim hiện nay được dùng để cắt ren vật liệu đã nhiệt luyện hoặc đã được làm cứng với độ cứng từ HRC60 trở lên.
Mũi taro hợp kim giới hạn trong taro vật liệu như gang và nhôm đúc khuôn bởi vì phoi thoát ra có dạng vỡ vụn. (Xem ảnh bên trái) Với những tiến bộ trong gia công ren gần đây mũi taro hợp kim hiện nay được dùng để cắt ren vật liệu đã nhiệt luyện hoặc đã được làm cứng với độ cứng từ HRC60 trở lên.
So với mũi taro HSS, mũi taro hợp kim kém hơn về độ dẻo và có thể gây ra vấn đề trầy xước ren. Bạn cần lựa chon vật liệu phôi cẩn thận khi bạn lựa chọn mũi taro hợp kim.
Ví dụ về các dòng Mũi Taro Hợp Kim (Carbide).
- N-CT FC: dành cho Gang
- N-CT LA: dành cho Hợp Kim Nhẹ
- EH-CT: dành cho Vật Liệu Cứng (45HRC~55HRC)
- UH-CT: dành cho Vật Liệu Siêu Cứng (55HRC~63HRC)
- HFACT HFICT: dành cho Cắt Ren Tốc Độ Siêu Cao
Lời khuyên
-So với mũi taro HSS, bạn có thể mong đợi một độ bền cao hơn nếu như áp dụng đúng cách. Điều này sẽ hỗ trợ cho hiệu suất xử lý của bạn và dự định thời gian để thay mũi taro thường xuyên sẽ là không cần thiết.
-Mũi taro hợp kim là phù hợp cho xử lý tự động hoàn toàn và sản xuất hàng loạt vì tuổi thọ của chúng ở tốc độ cao tốt hơn rất nhiều so với mũi taro HSS.
-Mũi taro hợp kim mang đến sự cải thiện cho bề mặt ren trong.
(1) Rung lắc mạnh trong chu trình gia công sẽ gây ra vấn đề mẻ lưỡi cắt.
(2) Hãy cẩn thận với sự lệch tâm giữa lỗ cắt và đường tâm mũi taro khi gá đặt.
(3) Vấn đề mẻ lưỡi cắt có thể xảy ra do lệch hướng và lệch tâm của lỗ đã taro ren trước đó.
(4) Vật Liệu Phôi: Bạn nên lựa chọn vật liệu phôi với tính chất phoi ngắn, vụn do độ dẻo kém hơn của mũi taro hợp kim so với mũi taro HSS.
Những cải tiến trong cắt ren lỗ thông với Mũi Taro Thẳng
Câu hỏi
Đôi khi tôi gặp phải vấn đề dồn ứ phoi khi tôi taro lỗ thông với mũi taro xoắn (SP).
Bạn có thể đưa ra giải pháp nào cho tôi?
Trả lời
Bạn có thể giải quyết vấn đề này bằng cách sử dụng mũi taro thẳng (PO) dành cho taro ren lỗ thông.
Hướng dẫn
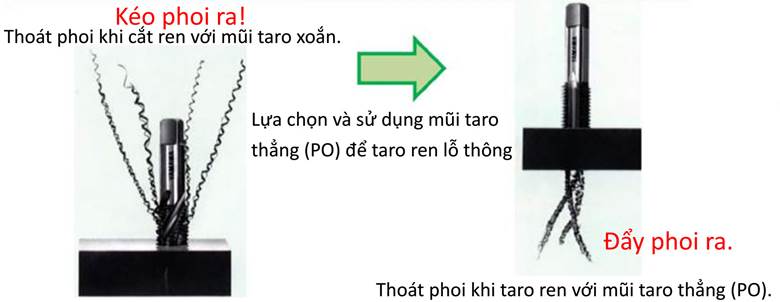
Mũi taro xoắn (SP) có rãnh xoắn sẽ kéo phoi về phía sau ra khỏi lỗ về phía cán của mũi taro cũng giống như là một mũi khoan xoắn.
Mũi taro xoắn (SP) là lý tưởng để taro ren lỗ bít nhưng có xu hướng gây ra dồn ứ phoi khi sử dụng để cắt ren lỗ thông với vật liệu phoi dây.
Mũi taro thẳng (PO) mang đến một lợi thế đặc biệt khi taro ren lỗ thông vì chúng đẩy phoi về phía trước về phía đỉnh taro và ra khỏi lỗ. Mũi taro thẳng (PO) được thiết kế để xử lý được phoi dài liên tục và ít khi gặp vấn đề dồn ứ phoi.
Lựa chọn mũi taro phù hợp nhất với điều kiện cắt ren và vật liệu phôi từ những mặt hàng bên dưới đây:

Mũi taro tay, sự khác nhau giữa mũi thô, mũi bán tinh và mũi tinh?
Câu hỏi
Tại sao mũi taro tay có 3 cây: mũi thô, bán tinh, mũi tinh? Bạn có thể phân biệt chúng?
Trả lời
Chúng được phân biệt với nhau bằng chiều dài đoạn ren cạn.
Bình luận

Đoạn ren cạn của mũi taro nằm ở phía đỉnh mũi, được mài côn lại 1 góc nhất định như vậy là phần ren cũng sẽ được mài giảm dần cho tới khi hết ren. Khi taro ren sẽ cắt ren bắt đầu bằng phần ren cạn này trong khi quay. Số lượng ren có trong đoạn ren cạn quy định xem loại nào là mũi thô, mũi bán tinh hay mũi tinh.
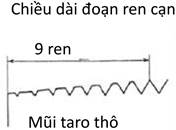 Mũi taro thô có 9 ren trong đoạn ren cạn.
Mũi taro thô có 9 ren trong đoạn ren cạn.
Đường kính nhỏ nhất của đoạn ren cạn bắt đầu cắt ren khi mũi taro được quay bằng tay vào lỗ khoan đúng cùng kích cỡ. Mũi taro tiếp tục quay các ren tiếp theo trong 9 ren cắt bỏ thêm vật liệu để dần dần tạo ra ren đầy đủ. Mũi taro thô là loại taro dễ sử dụng bằng tay nhất vì vật liệu được cắt bỏ bằng nhiều ren trong đoan ren cạn. Phần đoạn ren cạn đóng vai trò dẫn hướng tốt vì nó dài và côn dần.
Mũi taro thô thường được dùng áp dụng cho lỗ thông hoặc mũi taro khởi tạo cho lỗ bít.
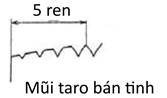 Mũi taro bán tinh có 5 ren trong đoạn ren cạn.
Mũi taro bán tinh có 5 ren trong đoạn ren cạn.
Đoạn ren cạn mũi taro bán tinh có 5 ren hoạt động giống với ren cạn mũi taro thô bằng cách dần dần cắt bỏ vật liệu từ đường kính nhỏ nhất của phần ren cạn. Khi mũi taro tiếp tục quay, càng nhiều vật được cắt bỏ bằng nhiều ren không đầy đủ của mũi taro cho đến khi ren đầy đủ được hình thành. Đôi khi có thể dùng mũi taro bán tinh để khởi tạo ren thay cho sử dụng mũi taro thô trước nếu mũi taro bán tinh được làm với một tâm dẫn hướng hoặc bàn cố định.
Trong trường hợp lỗ bít, mũi taro bán tinh được sử dụng sau mũi taro thô để đến gần đáy lỗ hơn.
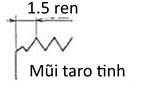
Mũi taro tinh có 1.5 ren trong đoạn ren cạn.
Khi quay bằng tay, đoạn ren cạn của mũi taro tinh là quá bé để khởi tạo ren vì toàn bộ dạng ren sẽ được cắt bỏ chỉ với 1.5 ren của mũi taro. Mũi taro tinh thường được dùng để gia công tinh lỗ bít với lượng dư nhỏ và chỉ sau khi mũi taro thô và mũi taro bán tinh đã cắt bỏ phần lớn lượng dư.
Khi gia công ren bằng máy,
-Mũi taro bán tinh thường được dùng cho taro ren lỗ thông với máy gia công kim loại mà không sử dụng mũi taro thô khởi tạo.
-Nếu sử dụng máy gia công kim loại, bạn có thể bắt đầu taro ren với mũi taro tinh mà không cần sử dụng mũi taro thô và mũi taro bán tinh trước.
Hiểu rõ sự khác biệt giữa chiều dài đoạn ren cạn và năng suất đoạn ren cạn của từng mũi taro thô, bán tinh và tinh sẽ giúp bạn tiến hành taro ren hiệu quả nhất!
Ký hiệu của đoạn ren cạn Mũi Taro Nén
Câu hỏi
Chữ cái “P” có ý nghĩ gì trong mã nhận biết được đánh dấu trên mũi taro “N+RS G7 M6X1 P”?
Trả lời
Chữ cái “P” là ký hiệu cho chiều dài đoạn ren cạn loại mũi taro bán tinh áp dụng cho ép ren lỗ thông. Chữ cái “B” ký hiệu cho chiều dài đoạn ren cạn loại mũi taro tinh dùng cho cho ép ren lỗ bít.
Hướng dẫn

“P”: Mũi taro bán tinh dùng cho ép ren lỗ thông, chiều dài 4 ren khởi tạo.
“B”: Mũi taro tinh dành cho ép ren lỗ bít, chiều dài 2 ren khởi tạo.
Chiều dài đoạn ren cạn bán tinh dài hơn có lợi thế trong việc gia công lỗ thông. Đoạn ren cạn 4 ren mang đến tuổi thọ công cụ cao hơn trong ứng dụng gia công lỗ thông.
Lời khuyên
Việc hiểu sự khác biệt giữa chữ cái “P” và chữ cái “B” là rất quan trọng vì chúng thể hiện chiều dài đoạn ren cạn thực thế của của mũi taro, xem lại nào là mũi bán tinh (Plug - “P”) hay mũi taro tinh (Bottoming - “B”).
Trong catalog của Yamawa các ký hiệu 4P và 2P được thể hiện mà không có giải thích.
Lựa chọn đúng cấp dung sai cho Mũi Taro Nén
Câu hỏi
Tôi gặp vấn đề trong việc sử dụng Mũi Taro Nén để tạo ra ren trong tốt. Khi tôi kiểm tra ren trong bằng dưỡng kiểm ren GP-6H, tôi thấy dưỡng kiểm ren bị chặt và ren hơi nhỏ. Bạn có thể gợi ý tôi biết cách lựa chọn cấp dung sai cho mũi taro nén được không?
Trả lời
Bạn có thể giải quyết vấn đề bằng việc lựa chọn Mũi Taro Nén có cấp dung sai lớn hơn.
Hướng dẫn
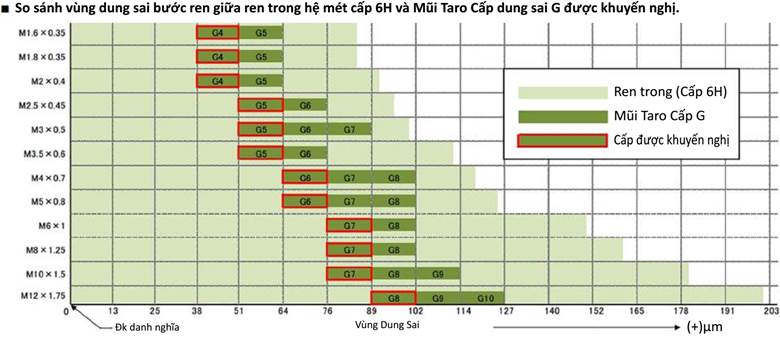
Hệ thống lớp G cho dung sai mũi taro nén được định nghĩa tương tự với cấp GH chuẩn ANSI với bước tăng 0.0005 inch (12.7μm). Chủng loại vật liệu phôi sẽ quyết định hình dạng ren trong khi ép ren và kích cỡ size mũi taro có thể sẽ khác nhau với cùng mũi taro khi gia công những vật liệu khác nhau. Để tạo ra độ chính xác hợp lý ở ren trong. Chúng tôi đưa ra 2 đến 3 cấp dung sai khác nhau cho cùng cấp Mũi Taro Nén.
Dưới đây là một ví dụ:
Thường khi cấp dung sai được khuyến nghị của mũi taro nén N+RZ M5X0.8 dùng cho thép là G6. Nếu bạn kiểm tra lỗ đã làm ren bằng dưỡng kiểm ren GP-6H khi đo thấy chặt, bạn có thể lựa chọn cấp G7 hay G8 để giải quyết vấn đề này.
Tuy nhiên, cần lưu ý rằng lựa chon mũi taro nén cấp dung sai cao hơn sẽ dẫn đến đường kính chân ren bé đi vì tăng biến dạng vật liệu. Nếu bạn gặp vấn đề như kể trên, hãy lựa chọn cỡ lỗ khoan lớn hơn trước khi taro và bạn sẽ giải quyết được nó.
Lời khuyên
Hãy tham khảo bảng tra cứu bên dưới để lựa chọn đúng cấp dung sai cấp G của mũi taro nén.
Cách sử dụng mũi taro nén
Câu hỏi
Tôi sẽ thử lần đầu sử dụng mũi taro nén.
Bạn có thể nói cho tôi biết cách tốt nhất để sử dụng mũi taro nén không? Hơn nữa, tôi nghe nói rằng kiểm soát kích thước lỗ khoan là không dễ dàng.
Trả lời
Sử dụng mũi taro nén đúng cách là không khó một khi bạn đã trở nên quen thuộc với cách tốt nhất để lựa chọn và sử dụng chúng.
Mũi taro nén sẽ làm việc tốt hơn nếu bạn lựa chọn và sử dụng chúng theo một cách tiêu chuẩn. Tôi nghĩ rằng có một cách dễ dàng để bạn có thể đạt được kết quả tốt khi sử dụng mũi taro nén.
Khi bạn có kinh nghiệm rồi bạn sẽ tìm ra cách riêng của bạn để sử dụng mũi taro nén.
Ở đây tôi muốn giới thiệu cho bạn phương pháp cơ bản để sử dụng mũi taro nén.
Phương pháp cơ bản để lựa chọn mũi taro nén
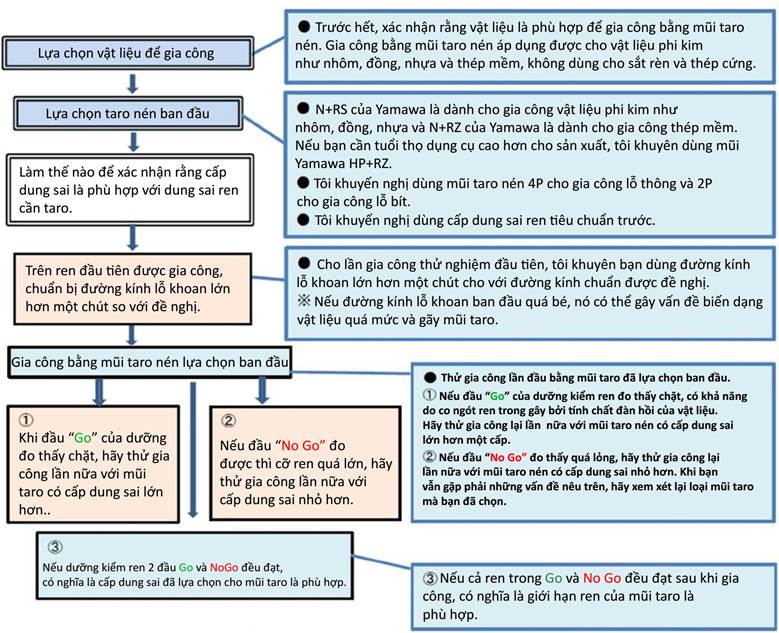
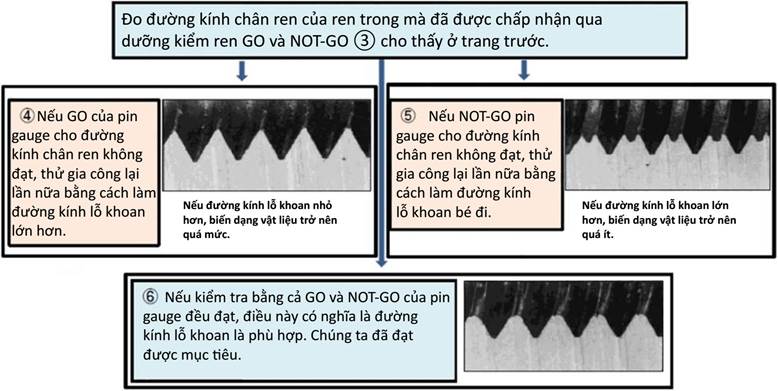
Để xác định đường kính lỗ khoan hợp lý, bước cơ bản là vừa tinh chỉnh vừa kiểm tra bằng pin gauge (dụng cụ đo lỗ) với đường chân ren.
Trong gia công thử nghiệm ban đầu, vì lý do an toàn, đường kính lỗ khoan được sử dụng lớn hơn một chút so với khuyến nghị. Bằng cách giảm đường kính dần xuống, bạn có thể tìm được đường kính lỗ khoan hợp lý nhất.
Bước cơ bản để tìm ra đường kính lỗ khoan
Câu hỏi
Nếu lỗ khoan cần phải lớn hơn hay nhỏ hơn thì chúng ta nên điều chỉnh tới đâu?
Trả lời
Giả sử đường kính chân ren đạt được là A. Và giả sử đường kính chân ren sau khi gia công là B. Hướng dẫn điều chỉnh giá trị C: Bạn có thể lấy gần đúng giá trị từ công thức (A-B)/2=C
Đường kính lỗ khoan cần đạt được M6×1 được đặt bằng 5mm (tỷ lệ tiếp xúc ren 93%).
Chúng ta giả sử rằng khi đặt đường kính lỗ khoan ở 5.4mm, khi hoàn thành đường kính chân ren trở thành 4.8mm (tỷ lệ tiếp xúc 111%). Nó giống như ④ ở hình trên.
Trong trường hợp này công thức là (5.0-4.8)/2=0.1. Nếu bạn làm đường kính lỗ khoan lớn hơn 5.4mm một đoạn 1mm, đường kính chân ren đã hoàn thành sẽ trở thành gần sát 5.0mm.
Mặt khác, ta giả thiết rằng khi đường kính chân ren được đặt ở 5.6mm, đường kính chân ren đã hoàn thành trở thành 5.2mm (tỷ lệ tiếp xúc 74%).
Trong trường hợp này công thức là (5.0-5.2)/2=-0.1. Nếu bạn làm đường kính lỗ khoan 5.5mm, 0.1mm nhỏ hơn so với 5.6mm, thì, đường kính chân ren đã hoàn thành sẽ trở thành gần với 5.0mm.
Trong hình trên ⑥, khi đường kính lỗ khoan là 5.5mm, đường kính chân ren được hoàn thành là đường kính phù hợp nhất, 5.0mm.
Tình huống thực tế cho thể sẽ không giống với tinh toán vừa rồi, nhưng tinh toán vừa rồi sẽ cho chúng ta một cái sườn để dựa vào đó điều chỉnh đường kính lỗ khoan.
Để kiểm tra đường kính chân ren, dùng thiết bị CPC-S (Dụng cụ đo kiểm đường kính chân ren cho mũi taro cắt) và bạn sẽ thấy nó rất hữu dụng.
Dụng Cụ Đo Kiểm cho Lỗ Khoan: CPC-S
Bằng cách sử dụng CPC-S (dụng cụ đo kiểm đường kính chân ren cho mũi taro cắt), chúng ta có thể kiểm tra đường kính chân ren trong khoảng tỷ lệ tiếp xúc từ 100% -70% với bước tăng 5%. Dùng CPC-S, chúng ta cũng có thể kiểm tra đường kính chân ren của ren trong được hoàn thành bằng mũi taro nén với bước tăng 5%.
Xử lý vấn đề gãy mũi taro khi sử dụng Mũi Taro Nén
Câu hỏi
Chúng tôi đang tiến hành gia công ren, chủ yếu là M2.6x0.45 hoặc nhỏ hơn, nhưng đang lo lắng về vấn đề gãy mũi taro. Có cách nào để cải thiện tình hình không?
Trả lời
Hãy thử gia công không tạo phoi bằng mũi taro nén xem. Có nhiều khả năng sẽ giảm được vấn đề gãy mũi taro đáng kể đấy.
Ở đây tôi sẽ giải thích một ví dụ mà vấn đề gãy mũi taro được hạn chế đáng kể bằng cách thay mũi taro cắt sang mũi taro nén. Trước đó khách hàng gặp rất nhiều vấn đề gãy mũi taro khi gia công ren size nhỏ trong vật liệu Inox với mũi taro cắt.
Cải tiến
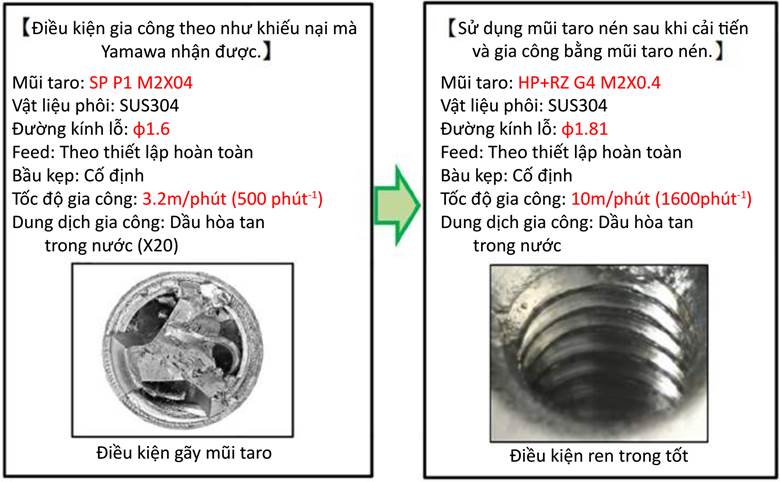
Cắt ren với Mũi taro xoắn gây vấn đề dồn ứ phoi và gãy mũi taro. Mặt khác, vì không có phoi tạo ra bởi mũi taro nén nên gia công được ren trong không bị lỗi.
Lời khuyên
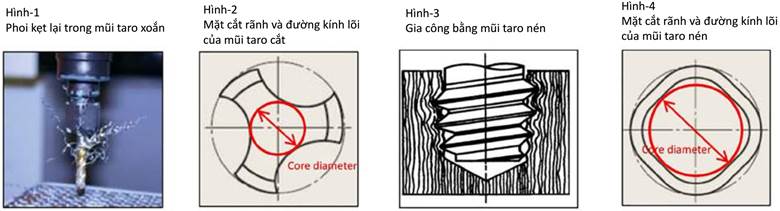
Mũi taro xoắn (SP) vừa cắt ren trong vừa thoát phoi về phía sau ra khỏi lỗ khoan. Điều này có thể gây ra kẹt phoi như trong Hình-1.
Vì mũi taro nén có thể tạo ren trong bằng cách gây biến dạng vật liệu và không tạo ra phoi, chúng không gặp phải những vấn đề gây ra bởi phoi.
Như bạn có thể thấy bằng việc so sánh Hình-2 và Hình-4, mũi taro nén có đường kính lõi lớn hơn và có sức chịu lực lớn hơn mũi taro cắt.
Bạn nên sử dụng mũi taro nén càng nhiều càng tốt cho gia công size nhỏ.
Trầy xước Ren ống côn
Câu hỏi
Tôi gặp phải vấn đề trầy xước ren khi taro ren côn với mũi taro SP-PT khi dùng “lượng ăn dao - feed” đồng bộ hoàn toàn trên máy CNC Mũi taro kẹp bởi một bầu kẹp cứng nguyên khối, nhưng vấn đề xảy ra khi tôi gia công ở tốc độ được khuyến nghị.
Trả lời
Bạn có thể giải quyết vấn đề của bạn bằng cách thay bầu kẹp loại cứng bằng một bầu kẹp loại căng/nén- bầu kẹp nhún (bầu kẹp có cơ cấu tự lựa tâm).
Cải tiến

Loại mũi taro SP-PT1/4-19
(Mũi Taro Xoắn dành cho Ren Ống Côn)
Hướng dẫn
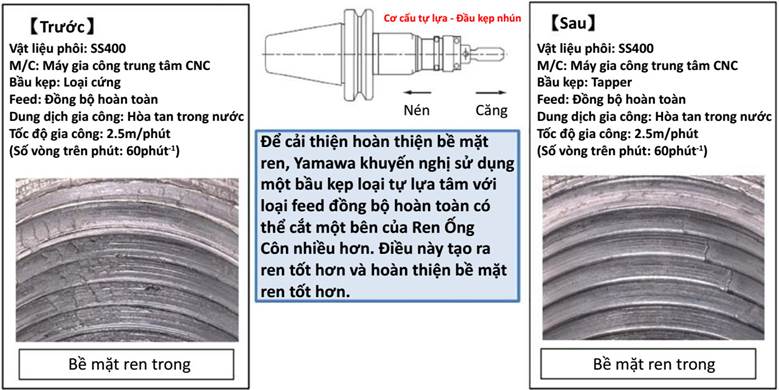
1) Độ dày phoi trung bình được phân đều trên hình dạng của mũi taro khiến cho phoi dồn ứ vào ren và gây xây xát.
2) Một bên của dạng ren mũi taro làm bên cắt chủ yếu tạo phoi dày hơn. Đối với mũi taro côn, bạn sẽ tạo ra hoàn thiện bề mặt tốt hơn nếu thoát kim loại từ dạng ren không cân bằng đều. Sự cải tiến hoàn thiện bề mặt đến từ tốc độ thải kim loại luân phiên nhau tạo ra bởi bầu kẹp căng/nén với feed đồng bộ hoàn toàn.
Nguyên nhân chính gây ra hoàn thiện bề mặt xấu trên ren ống PT
Câu hỏi
Tại sao Mũi Taro Ống Côn Rc(PT) gặp nhiều vấn đề trầy xước bề mặt và ren bị những đường sọc (bị sọc ren)?
Trả lời
Bởi vì phoi dày được tạo ra bởi Mũi Taro Ống Côn Rc(PT) khác với của Mũi Taro Ống Song Song Rp(PS).
Khi taro ren hệ mét hoặc taro ren ống song song, như trên Hình-1, chỉ có phần ren cạn của mũi taro cắt ren và phần ren đủ của mũi taro chỉ có nhiệm vụ dẫn hướng cho mũi taro trong ren.
Khi tạo ren Rc(PT), như cho thấy trên Hình-2, mũi taro Rc(PT) sẽ cắt ren với độ côn 1/16. Có nghĩa là toàn bộ ren của mũi taro, bao gồm cả phần ren đủ, sẽ cắt ren côn Rc(PT).
Theo đó, độ dày phoi của mỗi phần ren đủ trở nên rất bé. Trong vật liệu mềm như SS400 (A36) hay thép carbon thấp, ren cắt sẽ không thể làm việc tốt (nó sẽ bị trượt) gây ra vấn đề trầy xước bề mặt ren hay sọc ren.
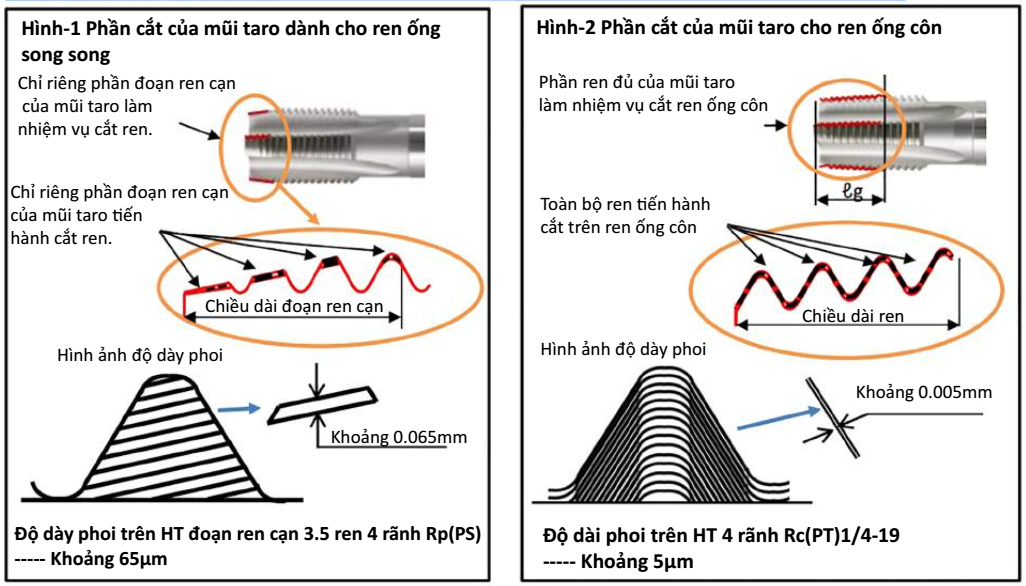

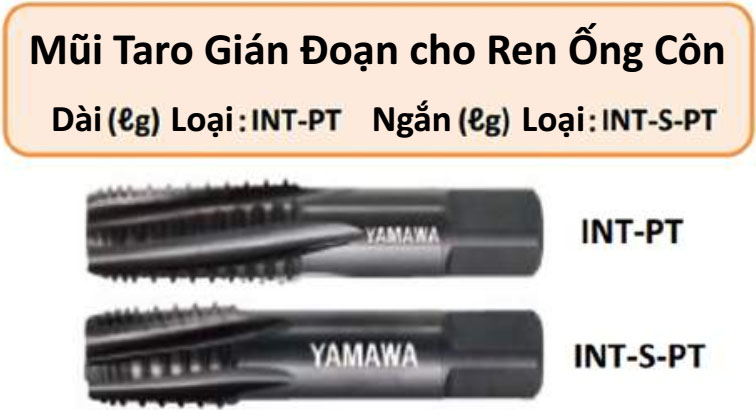
Mũi taro INT-PT và mũi taro INT S-PT có phoi bị gián đoạn. Độ dày phoi tăng lên gấp 2 lần. Như thế việc giảm vấn đề trầy xước hoàn thiện bề mặt và sọc ren sẽ là khá hiệu quả.
Giải quyết hoàn thiện bề mặt xấu trên ren ống PT bằng cách thay đổi ống tốc độ cắt ren
Câu hỏi
Tôi đang gia công ren ống với Mũi Taro Ống Côn Rc(PT) bằng máy gia công trung tâm CNC. Tôi rất lo lắng về trầy xước bề mặt ren và sọc ren
Có cải tiến nào bạn có thể đưa ra cho vấn đề này không?
Trả lời
Hãy thử thay đổi tốc độ gia công hay RPM (tốc độ vòng trên phút).
Bạn có thể cải thiện tình trạng của phần hoàn thiện bề mặt đã bị trầy xước hoặc sọc ren bằng cách giảm tốc độ cắt hay RPM.
Cải tiến
Chúng tôi sẽ giải thích trầy xước bề mặt hoặc sọc ren hay xảy ra khi gia công ren ống côn với mũi taro ống côn trên máy gia công trung tâm CNC.

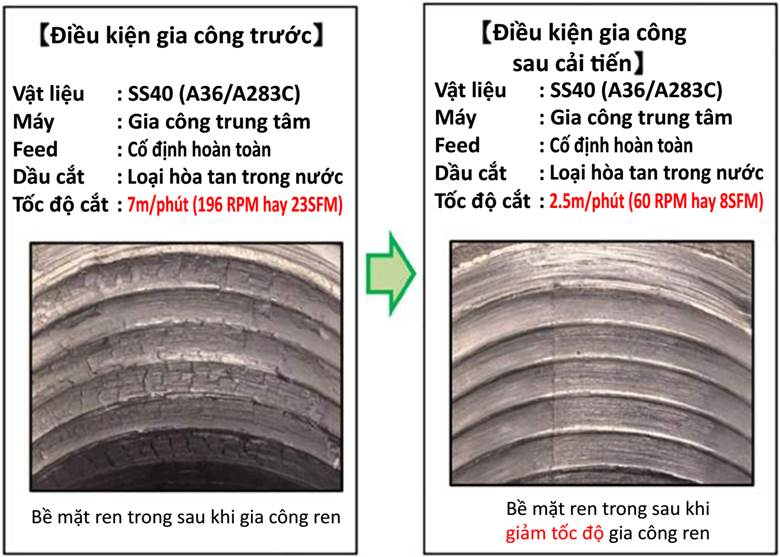
Mức hoàn thiện bề mặt của ren côn trong có thể cải thiện đáng kể chỉ với việc thay đổi tốc độ cắt.
Nếu bạn gặp vấn đề tương tự (Trầy xước bề mặt hay sọc ren) trong những vật liệu khác ngoài SS400, hãy thử giảm tốc độ gia công xem.
Tốc độ cắt được khuyến nghị cho cắt ren ống----- Chúng tôi khuyến nghị 2-3m/phút (7-10SFM).
Lời khuyên
Độ dày phoi của mũi taro ống côn Rc(PT) mỏng hơn rất nhiều so với phoi được tạo ra bởi mũi taro ren hệ mét và mũi taro ren ống thẳng Rp(PS)
Khi gia công vật liệu phôi mềm như SS400 (A36), và tốc độ gia công quá cao, cạnh cắt của mũi taro Rc(PT) có xu hướng bị trượt. Trường hợp này gây ra các vấn đề trầy xước bề mặt và sọc ren ở ren trong.
Nếu bạn điều chỉnh tốc độ gia công còn 2-3m/phút (7-10SFM), cạnh cắt sẽ làm việc trơn tru, và cải thiện đáng kể trong giảm các vấn đề trầy xước bề mặt và sọc ren.
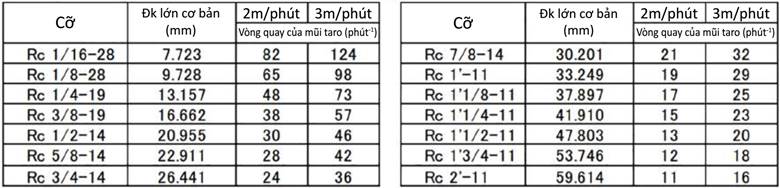
Tốc độ gia công được khuyến nghị cho mũi taro Rc(PT) và tốc độ vòng trên phút của trục chính
Vấn đề trầy xước ren khi taro ren ống trên máy gia công trung tâm bằng mũi taro SP-PT
Câu hỏi
Tôi đôi khi bị trầy xước ren khi gia công bằng máy gia công trung tâm dùng SP-PT (Mũi Taro Xoắn cho Ren Ống Côn). Bạn có thể gợi ý cho tôi một phương án giải quyết không?
Trả lời
Kẹt phoi là một trong những lý do gây ra trầy xước ren.
Điều này có thể tránh được bằng cách thay mũi taro SP-PT sang mũi taro SP-S-PT.
Ví dụ: Trước và Sau khi cải tiến
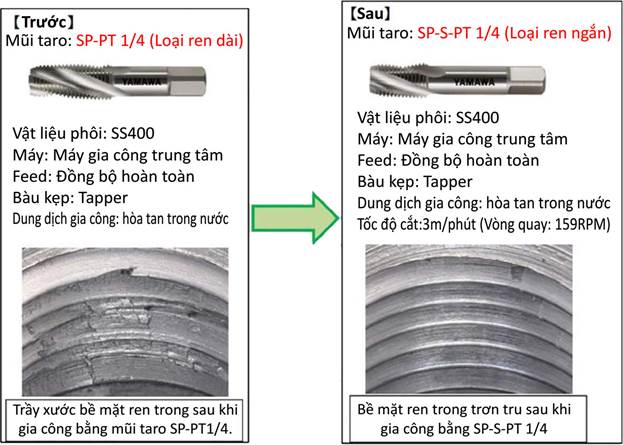
Thử sử dụng SP-S-PT 1/4 để giải quyết vấn đề trầy xước ren. (Lưu ý kiểm tra chiều dài đưa vào của ren ống ngoài là tốt).
Mũi taro SP-PT 1/4 và mũi taro SP-S-PT1/4 có độ dài khác nhau đáng kể khi đo độ dài từ A đến B. Nói cách khác:

Nếu kẹt phoi gây ra trầy xước ren khi taro thì nếu taro với mũi taro SP-S-PT sẽ sinh ra ít phoi và có khả năng thoát phoi tốt hơn ren PT được gia công với mũi taro SP-PT. Vấn đề kẹt phoi sẽ giảm đáng kể nếu dùng mũi taro SP-S-PT. Chiều dài đưa vào ren ống ngoài PT 1/4-19 thường được đặt từ 4.67mm đến 7.35mm. SP-S-PT 1/4-19 phù hợp với thông số tiêu chuẩn của làm kín áp suất dành cho JIS B 0203, ISO 7/1 hay DIN 2999.
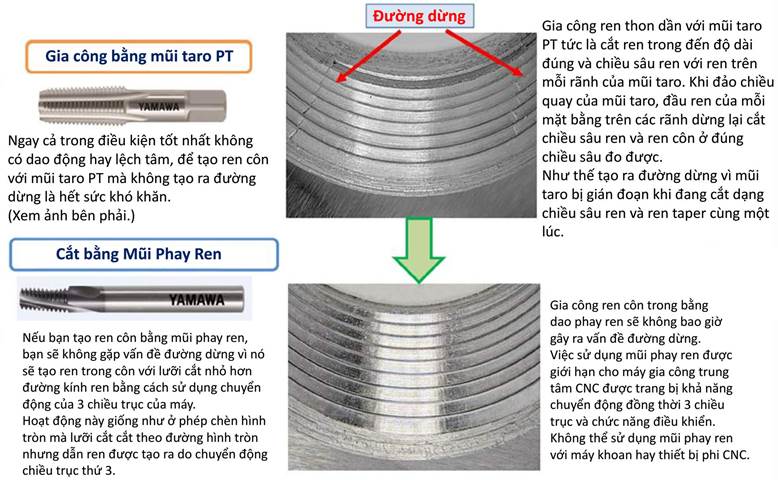
Làm sao để tránh đường dừng trong taro ren PT
Câu hỏi
Bạn có biết cách nào để tôi tránh tạo ra đường dừng khi gia công ren côn trong với mũi taro Ren Ống PT không? Khách hàng của chúng tôi đang yêu cầu rằng chúng tôi hoàn thiện ren mà không tạo ra đường dừng trên bề mặt ren.
Trả lời
Chúng tôi khuyến nghị sử dụng Mũi Phay Ren cho hoàn thiện bề mặt tốt hơn.
Ví dụ
Lời khuyên
Lợi thế khi cắt bằng Mũi Phay Ren
- Bạn có thể tạo ra nhiều đường kính ren trong khác nhau chỉ với một mũi phay ren có bước ren như nhau.
- Cùng một mũi phay ren có thể tạo ra cả ren phải và ren trái bằng chuyển động máy và quay tròn.
- Bạn sẽ không gặp phải vấn đề về phoi vì mũi phay ren sinh ra phoi siêu nhỏ.
- Bạn có thể tạo ren size lớn với máy CNC có nguồn điện thấp.
- Dễ dàng điều chỉnh lập trình chương trình CNC để cắt dưới cỡ hay trên cỡ.
- Bạn có thể tạo ren côn chính xác mà không có đường dừng, điều mà đối với dùng mũi PT để taro ren là không thể.
Bàn ren D (mũi taro ren ngoài) của Yamawa
Câu hỏi
Để tạo nên ren PT đực, tôi nghe nói có những bàn ren tốt hơn là bàn ren thông thường. Khi tôi gắn bàn ren PT 1/4 dùng cho ren ống với đường kính ngoài 38mm vào tay quay bàn ren 38mm để gia công ren hệ mét thì không được. Có vẻ vị trí lỗ kẹp để gắn bàn ren vào tay quay khác biệt. Làm sao để tôi dùng bàn ren ống rắn PT với tay quay thông thường?
Trả lời
Mặc dù chúng có cùng được kính ngoài, Bàn Ren PT dành cho ống chuẩn JIS có vị trí lỗ kẹp khác với của ren thông thường dành cho ren hệ mét. Bàn ren
Yamawa không thể dùng được với tay quay thông thường. Tuy nhiên, “Bàn Ren cho ren ống khởi tạo” có cùng vị trí lỗ kẹp với bàn ren hệ mét, nên bạn có thể gắn vào và kẹp.
Hãy ấn định “Bàn ren rắn cho ống khi mua bàn ren D Yamawa”.
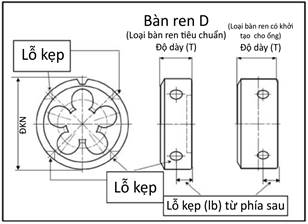
Hướng dẫn
Bảng dưới đây so sánh vị trí lỗ kẹp của “bàn ren tiêu chuẩn”, một “bàn ren ống thông thường” và “bàn ren cho ren ống mới: kiểu D” mới. Đa số các vị trí ống kẹp của bàn ren ống rắn có khởi tạo không nằm cùng vị trí với của bàn ren tiêu chuẩn.
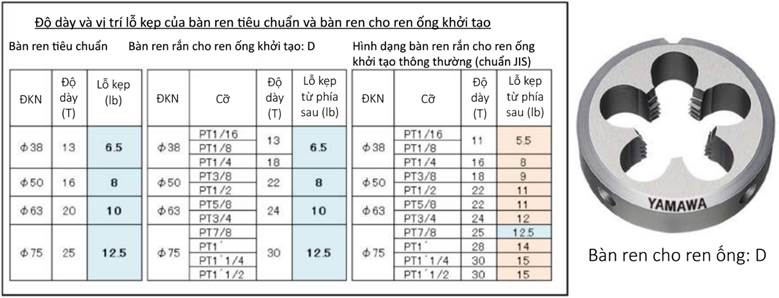
Vị trí lỗ kẹp của “Bàn ren rắn: D” mới của Yamawa tương đồng với vị trí của bàn ren tiêu chuẩn nên bạn có thể dùng tay quay bàn ren tiêu chuẩn.
Sử dụng “Point Drill” như thế nào
Câu hỏi
Tôi gặp vấn đề là hoàn thiện bề mặt trên phần đường kính khoan của mũi khoan tâm (Center Drill). Tôi dùng nó để tạo một lỗ mồi cho khoan taro và phần lỗ đã khoan xem ra có vấn đề.
Trả lời
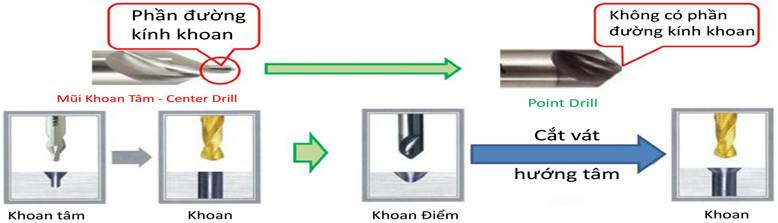
Hãy dùng “Point Drill” để khoan lỗ tâm lấy dấu trước khi khoan. “Point Drill” tạo ra lỗ dẫn hướng để mũi khoan theo. Không giống như mũi khoan tâm - center drill, “Point Drill” không có phần đường kính khoan nên nó sẽ giúp giải quyết vấn đề của bạn.
Giải pháp
“Point Drill” không có phần đường kính khoan. Bạn có thể tránh được những vấn đề như hoàn thiện bề mặt xấu gặp phải khi sử dụng mũi khoan tâm như là một mũi khoan lấy dấu. (Xem ảnh dưới đây). “Point Drill” có thể dùng cho vát mép lỗ, vát mép cạnh, phay rãnh V, khoan tâm lấy dấu.
Lưu ý: Mũi khoan tâm chỉ nên dùng để khoan lỗ tâm cho mũi chống tâm sống hay mũi chống tâm chết trên máy tiện. Phần đường kính khoan của mũi khoan tâm tạo ra một lỗ giới hạn để đầu nhọn của mũi chống tâm không bao giờ chạm vào đáy của lỗ đã định tâm.
Hướng dẫn
Point Drill của Yamawa được đưa ra dưới dạng point drill PE-Q có góc 90o và point drill PE-S có góc 60o. Các loại Point Drill khác được chào bán có loại phủ TiCN, mũi loại dài, và mũi hợp kim
Point Drill có độ cứng cao và phù hợp với khoan tâm tốc độ cao. Bạn có thể sử dụng Point Drill như là một công cụ đa chức năng có thể sử dụng trong nhiều công đoạn gia công như là vát mép lỗ, vát mép và cắt rãnh V.
Xem catalog và tờ rơi để biết thêm chi tiết.

Cách phân biệt giữa CE-S và CD-S
Câu hỏi
Có gì khác biệt giữa mũi khoan tâm CE-S và CD-S?
Làm thế nào tôi có thể phân biệt giữa 2 loại này?
Trả lời
Mũi khoan tâm CE-S có rãnh nghiêng với độ xoắn cao phù hợp cho cắt vật liệu mềm phoi dây.
Mũi khoan tâm CD-S có rãnh nghiêng với độ xoắn thấp phù hợp cho vật liệu cứng phoi ngắn hoặc vụn vì nó có lưỡi cắt có thể chịu được lực lớn hơn.
Hướng dẫn
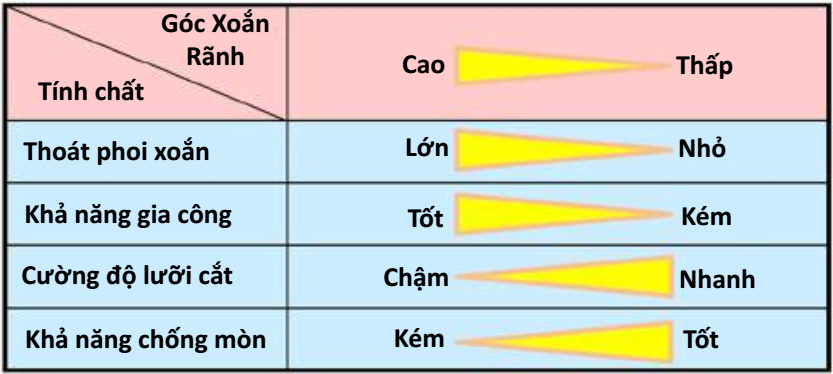
Sự khác biệt giữa CE-S và CD-S là ở hình dạng rãnh và tính chất của từng mẫu thiết kế.
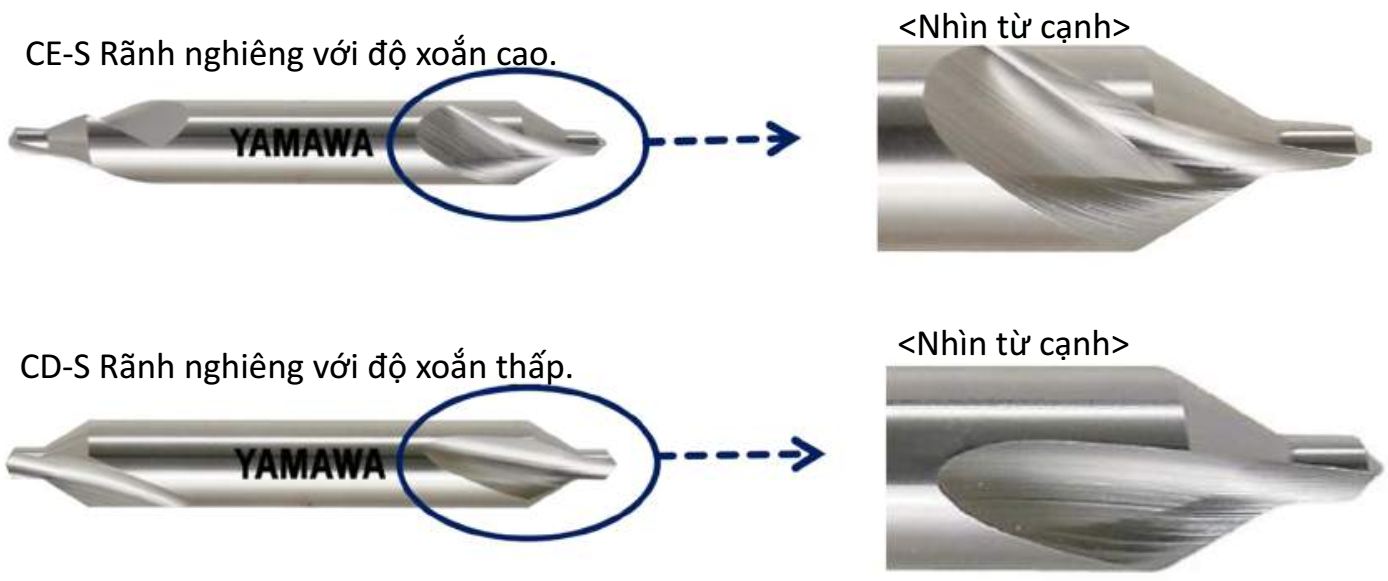
Mũi khoan tâm CE-S thích hợp cho cắt vật liệu phoi dây có tính chất thoát phoi xoắn.
Mũi khoan tâm CD-S thích hợp cho cắt vật liệu cứng sinh ra phoi không xoắn
Hiểu rõ sự khác biệt giữ CE-S và CD-S sẽ giúp bạn lựa chọn được mũi khoan tâm phù hợp nhất cho công việc của bạn.
CE-S được khuyến nghị dùng cho Thép Carbon Thấp, Inox, Titan, Nhôm, Đồng, v.v…
CD-S được khuyến nghị dùng cho Thép Carbon Cao, Thép Hợp Kim, Thép Công Cụ, Gang, Hợp Kim Niken, Đồng Thau, v.v...
Nhúng nóng kẽm và lựa chọn cấp dung sai mũi taro
Câu hỏi
Nhúng nóng kẽm là gì?
Loại mũi taro nào là dành riêng cho nhúng nóng kẽm?
Trả lời
Nhúng nóng kẽm là một phương pháp xi mạ. Có thể áp dụng được nếu như yêu cầu lớp phủ mạ tương đối dày. Khi cần phải nhúng nóng kẽm, bạn có thể dùng mũi taro quá cỡ (thường 0.3mm đến 0.6mm lớn hơn ở đường kính danh nghĩa) để tạo ren trong trước khi mạ.
Hướng dẫn
Nhúng nóng kẽm
Phương pháp xi mạ dùng để tạo ra lớp phủ titanic trên bề mặt bằng cách nhúng cấu kiện xây dựng bằng thép vào kẽm ở nhiệt độ cao (Cấu kiện xây dựng thép phủ titanic chống rỉ và chống ăn mòn).
Ứng dụng

Hồ bơi, cầu, đường, công trình dân dụng, công trình treo
Hướng dẫn lựa chọn mũi taro
Xác định độ dày lớp xi mạ.
Đường kính danh nghĩa sẽ được định lớn hơn để bù cho sự giảm đường kính sau khi mạ.
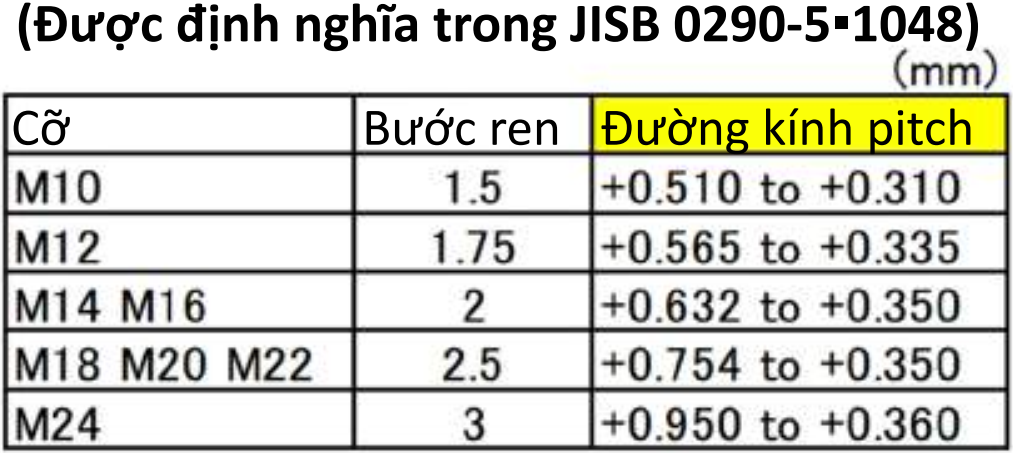
Đường kính danh nghĩa này sẽ được định theo chuẩn JIS (Xem bảng ở phía bên phải). Thường thì cỡ mũi taro phổ biến được định ở 0.3mm hoặc
0.6mm quá cỡ cho ren vít cấp 2 dành riêng cho Nhúng nóng kẽm.
Khuyến nghị
Không dễ để có thể lựa chọn mũi taro quá cỡ dùng cho nhúng nóng kẽm cho sự độ dày lớp phủ không đều. Hãy lựa chọn mũi taro phù hợp với điều kiện của bạn từ các mặc hàng mũi taro SP II (Cấp 2) quá cỡ 0.3mm với khoảng cỡ từ M10 đến M30. (Có mặt hàng dưỡng kiểm ren dành cho kiểm tra ren trong trước khi mạ).
Ren thu nhỏ
Câu hỏi
Bạn có thể nói tôi biết thông số ren “S0.8X0.2” có nghĩa gì không?
Trả lời
Đây là thông số ren cho ren thu nhỏ dùng cho đồng hồ đeo tay, thiết bị quang học, thiết bị điên, v.v… Ren nhỏ dùng tiếp đầu ngữ nhận dạng “S” thay vì dùng “M” dành cho ren hệ mét.
(S0.8X0.2=cỡ ren 0.8mm với bước ren p.2)
Hướng dẫn
Yamawa đưa ra đa dạng các mặt hàng tiêu chuẩn cho ren thu nhỏ bao gồm Mũi Taro Cắt, Mũi Taro Nén, Và Bàn Ren Nén.
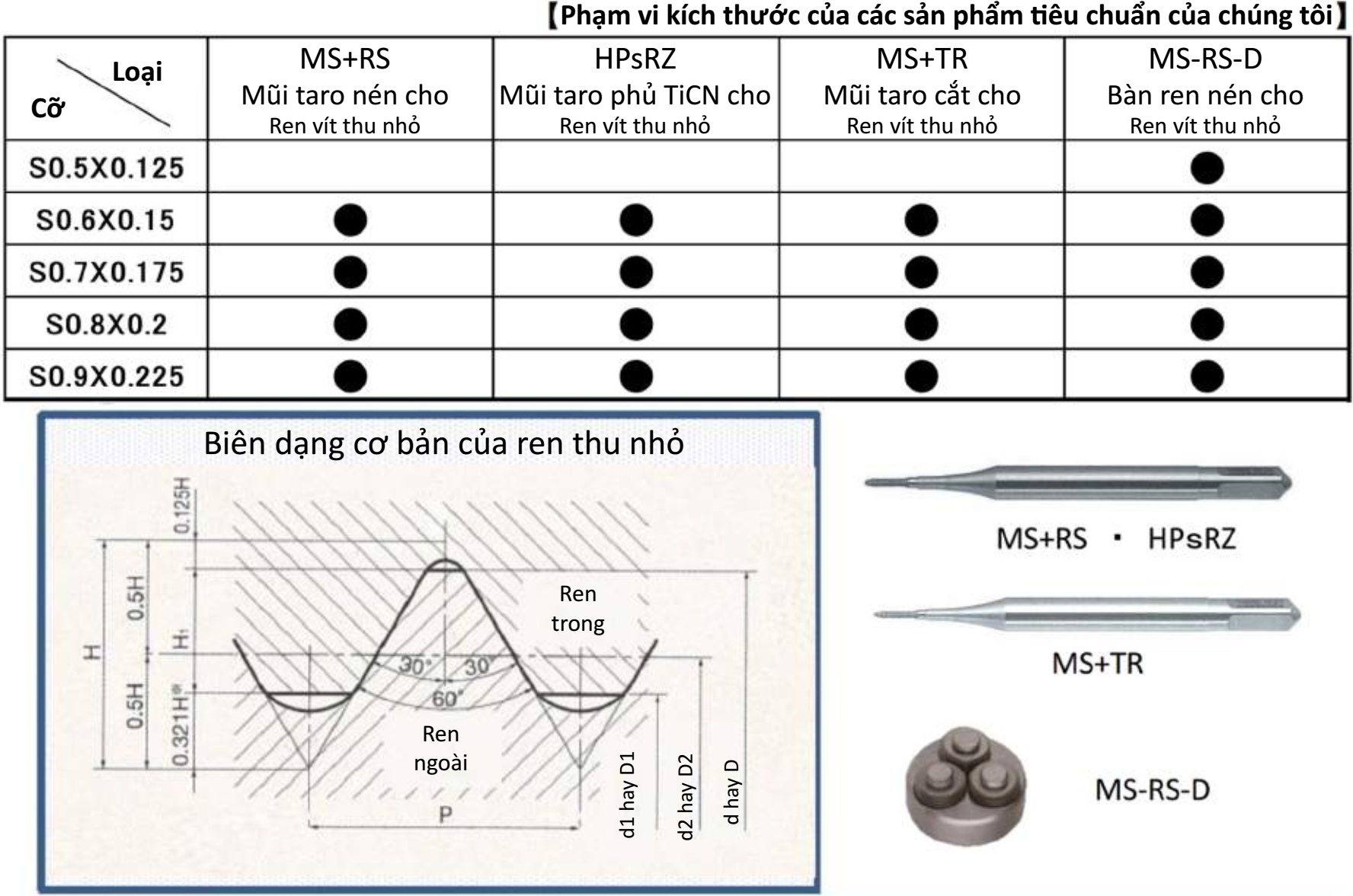
Phạm vi thông số của ren thu nhỏ là từ S0.3X0.08 đến S1.4X0.3. Đường kính chân ren của ren thu nhỏ được xác định với kích thước lớn hơn của ren hệ mét.
Ví dụ:
Đường kính chân ren của S1X0.25=0.760mm. Đường kính chân ren của M1X0.25=0.729mm. Đường kính của cùng cỡ ren sẽ khác biệt khi so sánh ren thu nhỏ và ren hệ mét. Đường chân ren của ren thu nhỏ được gia công lớn hơn để có được độ bền tốt nhất để bù lại yếu điểm của ren có kích thước nhỏ hơn.
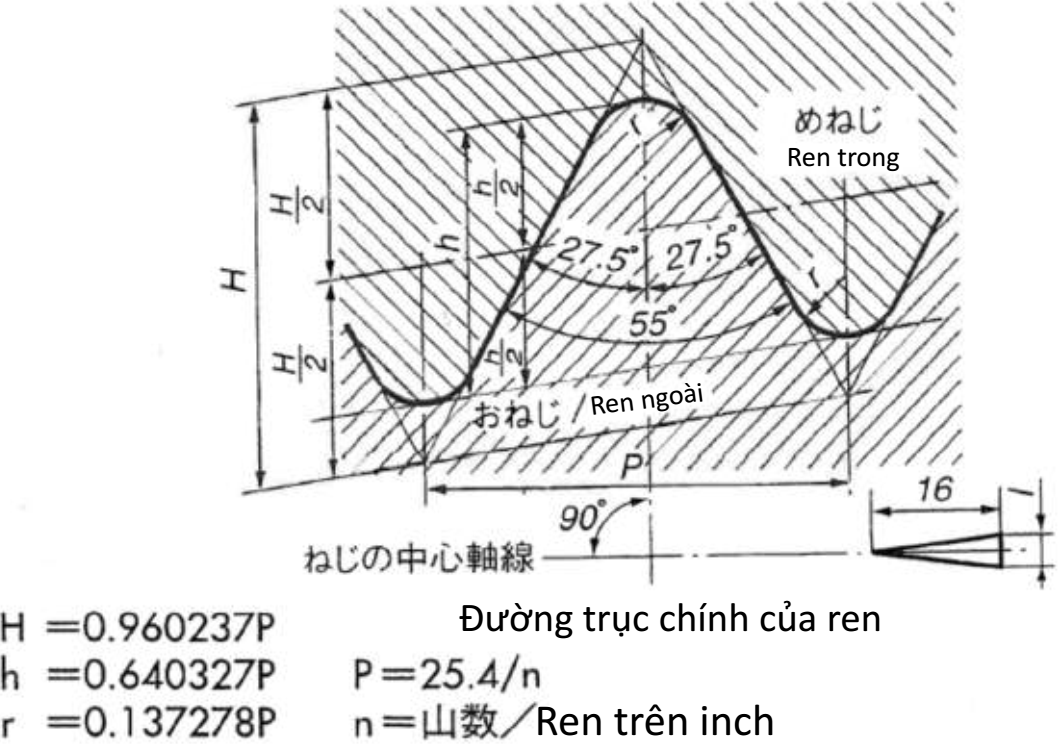
Góc côn của ren ống côn
Câu hỏi
Hãy cho tôi biết về “Độ côn” và “góc côn” của taro ren ống côn PT Nhật Bản, ren ống côn ISO R và Rc và ren ống côn Bắc Mỹ (NPT▪NPTF).
Trả lời
Độ côn của ren ống PT, R, Rc và NPT-NPTF là 1/16 hay 3/4-inch taper trên feet (62.5 millimét trên mét) đo bởi sự thay đổi đường kính của ren ống trên suốt chiều dài của ren. Chi tiết hơn xin tham khảo hình vẽ dưới đây.
Cải tiến
Độ côn của ren ống là 1/16.
Góc giữa cạnh côn và trục chính của ống là tan-1(1/32) = 1.7899o hay 1o47’24”.
Góc ren côn gấp đôi góc dốc, là 3o34’47”.
Ren ống côn: dạng cơ bản của ren Rc
Vì ren ống côn Bắc Mỹ NPT và NPTF có cùng độ là 1/16, góc côn của ren này cũng sẽ là 3o34’47”.
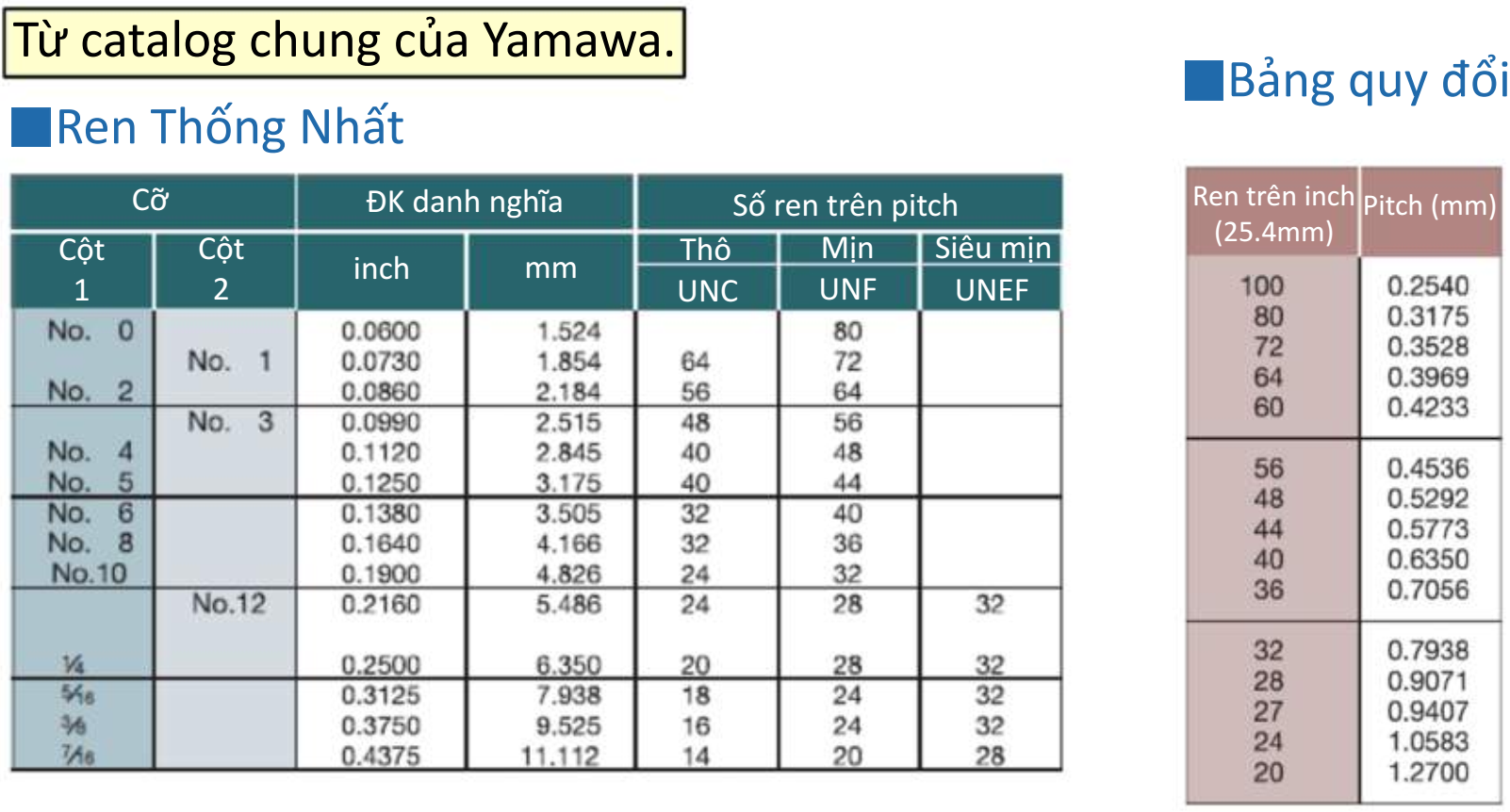
Ý nghĩa của thông số ren UNC và UNF
Câu hỏi
Những chữ cái UNC và UNF có ý nghĩa gì khi thấy trên hình vẽ? Tôi cần phải sản xuất một bộ phận với ren 1/4”-20UNC và 1/4”-28UN.
Trả lời
UNC và UNF là ký hiệu của dòng Ren Thống Nhất.
Dòng ren thống nhất được quy chuẩn bởi Hoa Kỳ, Vương Quốc Anh và Canada vào năm 1949 để dễ trao đổi lắp ráp. Gần đây, các tùy chỉnh đã được làm theo tiêu chuẩn 1949 cho tiện sử dụng.
Dòng Ren Thống Nhất được phân loại thành ren thô, ren mịn và ren siêu mịn, cũng như Ren hệ mét.
UNC: Ký hiệu của bước ren thô thống nhất.
UNF: Ký hiệu của bước ren mịn thống nhất.
UNEF: Ký hiệu của bước ren siêu mịn thống nhất.
UNS: Ký hiệu của ren đặc biệt thống nhất.
Nếu bạn đang sử dụng Dòng Ren Thống Nhất, có thể dễ dàng xác định đường kính danh nghĩa, số ren trên một inch (TPI) và nếu ren là thô hay mịn từ thông số ren. Ví dụ, ren 1/4”-20UNC có đường kính danh nghĩa 1/4”, với 20 ren trên 1 inch (TPI), và là ren thô UNC. Ren hệ mét thường dùng mỗi đường kính ngoài của ren theo đơn vị mm để diễn tả như M12. Đối với ren hệ mét, cần phải phân tích kỹ hơn phần thông số để có thể xác định ren là bước ren thô hay bước ren mịn.
Ví dụ, nếu đường kính danh nghĩa là:
1/4 UNC, số lượng ren là 20 (Ren thô)
(Bước ren: 25.4mm ÷ 20 ren trên inch (TPI) = 1,270mm)
1/4” UNF, số ren là 28 (Ren mịn)
(Bước ren: 25.4mm ÷ 28 ren trên inch (TPI) = 0.907mm)
1/4” UNEF, số lượng ren là 32 (Ren siêu mịn)
(Bước ren: 25.4mm ÷ 32 ren trên inch (TPI) = 0.794
UNC: Ren thô thống nhất
UNF: Ren mịn thống nhất
UNEF: Ren siêu mịn thống nhất
*UNS: Ren đặc biệt thống nhất
Trong ren thống nhất, số đo bước ren được tính toán bằng cách chia 25.4 cho số lượng ren trên inch (TPI). Ví dụ:
Bước ren 1/4”-20UNC = 25.4 ÷ 20
Gắn kèm
Có những pitch ren riêng biệt dành cho mỗi đường kính chuẩn của ren UNC, UNF và UNEF.
Tham khảo Thông Tin Kỹ Thuật có trong catalog của Yamawa để xem các đường kính ren chuẩn và pitch ren tương ứng cho ren UNC, UNF và UNEF.
*Lưu ý: Hãy để ý tới ký hiệu “UNS”. Nó không có định nghĩa trong bảng ren chuẩn và được chỉ định một ren UN đặc biệt.
So sánh kích thước ống và ren ống
Câu hỏi
Mũi taro ống PT 15A là gì?
Trả lời
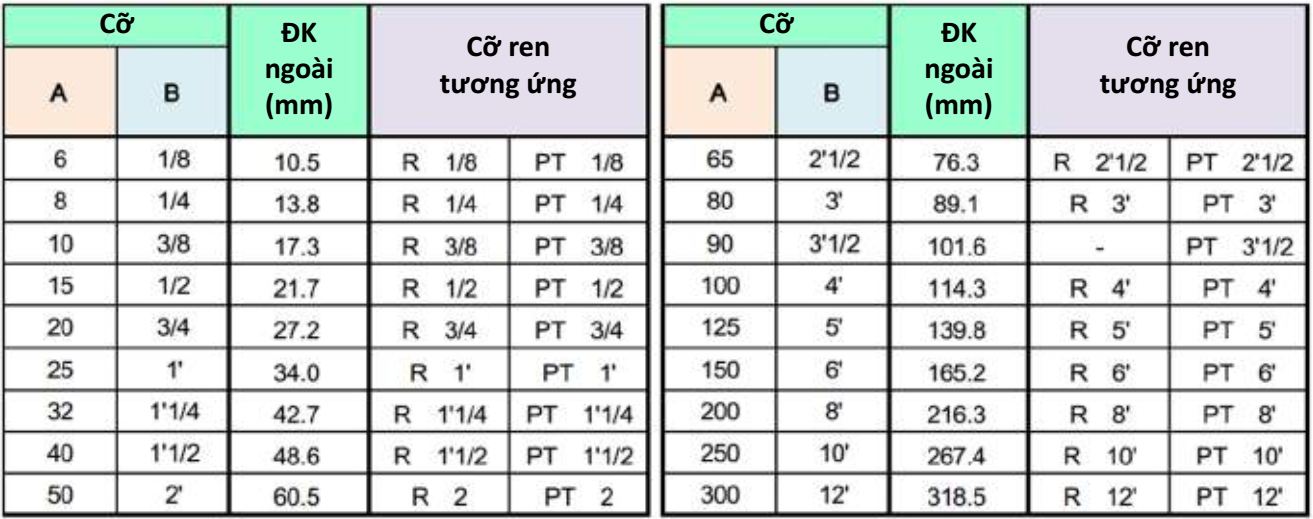
“15A” là kích thước được định nghĩa cho thép ống dùng làm đường ống. Bạn sẽ biết được kích thước của ren ống tương ứng bằng cách nhìn vào kích thước của ống.
Kích thước ren ống tương ứng của ống 15A là PT1/2-14(Rc 1/2-14).
Hướng dẫn
Ống được làm từ đa dạng các vật liệu như thép mạ kẽm, thép đen, đồng, gang, bê tông, và các loại nhựa như ABS, PVC, CPVC, polyethyene, polybutylene và vân vân.
Ống được nhận dạng bằng “đường kính danh nghĩa” (DN) có mối liên quan tương đối với kích thước thực tế. Ví dụ, ống thép mạ kẽm 2” có đường kính trong khoảng 60.5mm và đường kính ngoài khoản 66.7mm.
Chỉ định hệ mét được làm cho phù hợp với khả năng áp dụng Tổ chức Tiêu chuẩn Quốc tế (ISO) và dùng cho mọi loại ống nước, khí gas, dầu sưởi ấm, và các loại ống khác dùng trong xây dựng.
Ở Hoa Kỳ kích thước ống nước được xét đến như là kích thước ống danh nghĩa hay NPS (Nominal Pipe Size). Khái niệm NPS không tương kích với Tiêu chuẩn ống chỉ định Hoa kỳ qua đó NPS có nghĩa là “Ren ống thẳng quốc gia”.
Ở bảng phía dưới, kích thước của thép ống dùng làm đường ống được diễn tả bằng “A” Đường kính Danh nghĩa hoặc bằng “B” Cỡ ren ống. Có cả hai cấu hình này.
“B” dễ hiểu hơn vì kích thước tương ứng với cỡ ren ống và mũi taro ống. “A” tương ứng với kích thước danh nghĩa của đường kính ngoài đường ống. (Hãy tham khảo bảng dưới đây).
Cỡ 15A được cho thấy ở cột “A” trong bảng dành cho đường kính danh nghĩa của ống dưới đây và bằng với cỡ ren ống cho thấy ở cột “B” ở bảng dưới.
Ren ống thon tương ứng là PT1/2-14(Rc1/2-14).
Hãy tham khảo bảng so sánh sau
Bảng so sánh của “Kích thước thép ống dùng làm đường ống” và “kích thước của mũi taro ống thon” (trích một phần)
Chú ý: Hãy lưu ý với ống thép không rỉ và ống thép carbon dùng cho lò hơi và thiết bị làm lạnh. Chúng được định nghĩa ở bảng so sánh dành riêng.
Cấp Dung Sai Ren Thống Nhất
Câu hỏi
Tôi đang nghĩ, không biết những ký hiệu 2A hay 2B có ý nghĩa gì khi tôi thấy có ở trên bản vẽ có ren 3/8”-16UNC 2A và 3/8”-16UNC 2B.
Trả lời
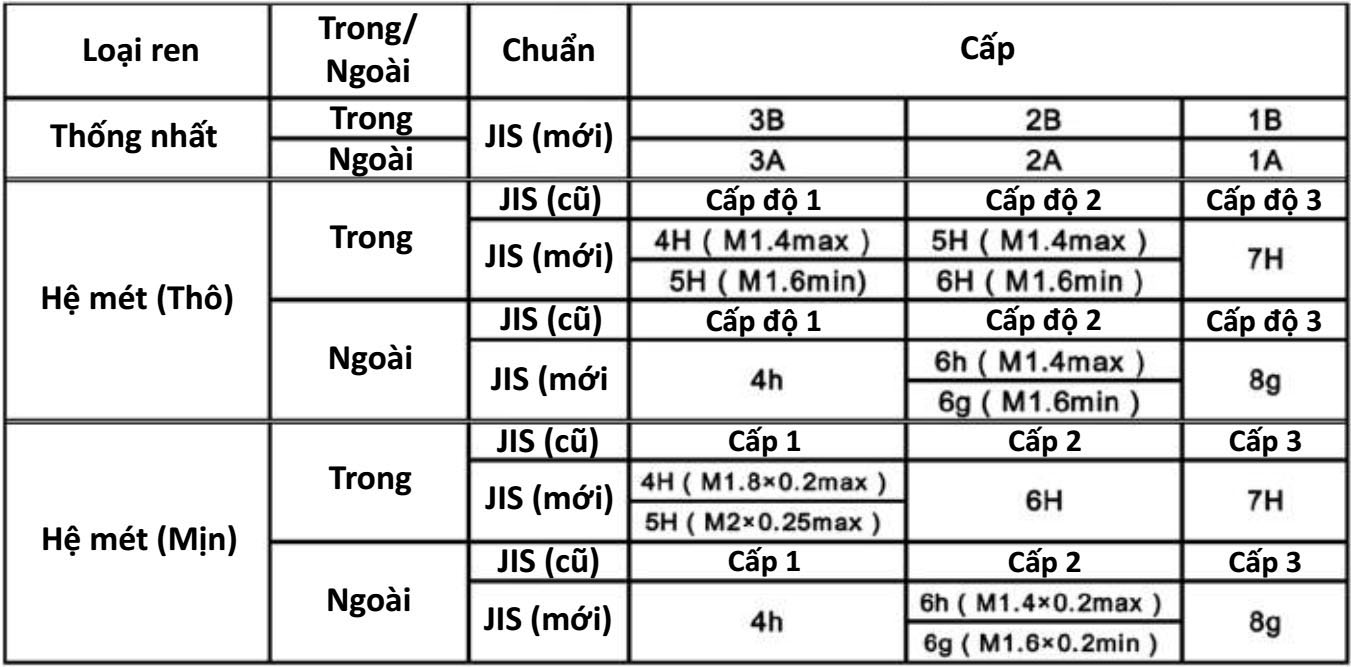
Những ký hiệu đó thể hiệu cấp dung sai của ren thống nhất hệ inch cho ren trong và ren ngoài. Cấp dung sai của ren thống nhất là một cấu hình chữ và số để thể hiện lớp dung sai rencho phép của ren thống nhất.
Hướng dẫn
Ren vít thống nhất hệ inch được chia làm hai loại, ren ngoài và ren trong với ba cấp ren tương ứng.
Cấp 1A, 2A và 3A áp dụng riêng cho ren ngoài, và cấp 1B, 2B và 3B áp dụng riêng cho ren trong.
Ren thống nhất loại 1A và 1B có mục đích sử dụng cho vật liệu nổ và các mục đích sử dụng đặc biệt khác. Chúng được sử dụng trên các bộ phận có ren mà cần phải tháo lắp nhanh chóng và dễ dàng và cần có một mức cho phép tự do để có thể lắp đặt ngay lập tức, ngay cả khi ren bị khuyết điểm hay bẩn.
Ren thống nhất cấp 2A và 2B được sử dụng nhiều nhất cho những mục đích chung, bao gồm sản xuất bu lông, ốc vít và các bộ phận lắp ráp khác.
Ren thống nhất cấp 3A và 3B được sử dụng nếu như cần dung sai thấp hơn là ren 2A hay 2B ví dụ như trong ngành hàng không vũ trụ hay y tế và xe đua thể thao.
3/8”-16UNC 2B có nghĩa là ren thống nhất, bước ren thô, cấp dung sai 2B, đường kính danh nghĩa 3/8”. Nếu ren là 3/9”-16NC2 và những chữ cái U, A và B không xuất hiện ở ký hiệu ren, ren theo chuẩn quốc gia Hoa Kỳ cũ.
Cấp dung sai ren thống nhất có ý nghĩa trái ngược với ren hệ mét. Cấp dung sai của ren hệ mét được dựa trên chuẩn JIS cũ mà cấp độ 1 thể hiện ren vít chính xác và cấp độ 3 thể hiện ren có độ cho phép cao nhất.
Bảng so sánh cấp vừa khít giữa ren Thống nhất & hệ Mét
Ren vít xe đạp
Câu hỏi
Có loại ren vít nào dùng riêng cho xe đạp không?
Trả lời
Chúng được gọi là Ren Xe đạp và được phân biệt bởi ký hiệu “BC”.
Hướng dẫn
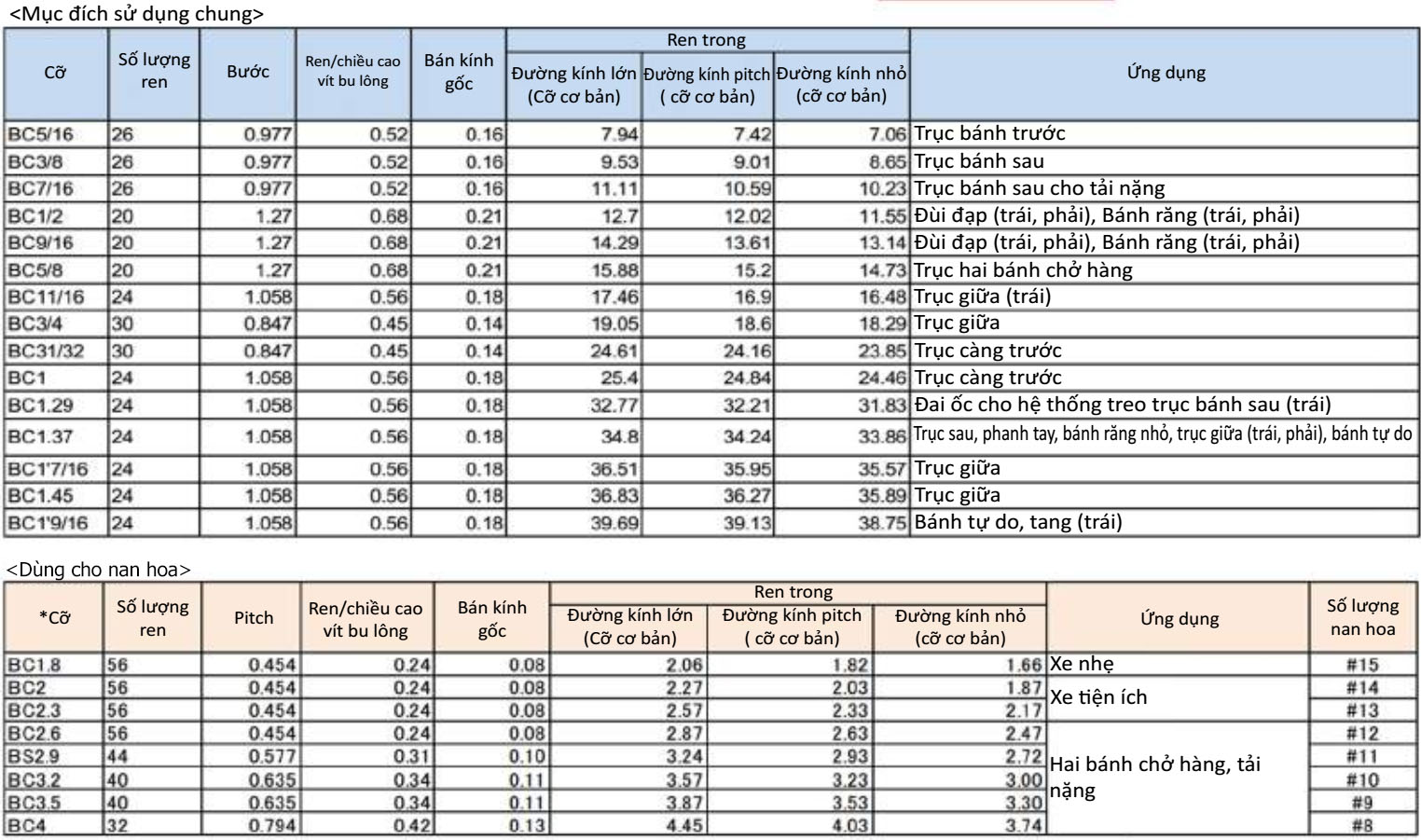
Xe đạp sản xuất ở Nhật Bản được đặt dưới sự kiểm soát của JIS (Tiêu chuẩn Công nghiệp Nhật Bản). Có những cỡ ren vít được dùng riêng cho xe đạp ngoài những cỡ hệ mét tiêu chuẩn được quản lý bởi JIS. Ký hiệu “BC” dành cho ren vít xe đạp được phân loại thành “Mục đích sử dụng chung” và “Dùng cho nan hoa”.
Danh mục cho cỡ ren và ren được định nghĩa theo các bộ phận khác nhau của xe đạp.

Có các chuẩn xe đạp quốc tế chính như chuẩn Anh, chuẩn Pháp, và chuẩn Italia. Tuy nhiên. không có bất kỳ sự tương đồng nào giữa các chuẩn quốc tế trên. (JIS dựa theo chuẩn Anh và chuẩn ISO).
Làm thế nào để tạo ra ren cấy?
Tư vấn
Bản vẽ có ghi chú là “Hãy đưa một ren cấy vào và hoàn thành ren trong”. “Ren cấy” là gì? Và tôi có thể sử dụng mũi taro thường để tạo ra lỗ ren cấy được không?
Phản hồi
Ren cấy là cuộn hình lò xo được dùng để gia cố và bảo trì ren trong. Thường được gọi là STI (Screw Thread Insert). Lỗ ren trong để cấy “ren cấy” được taro bằng một mũi taro đặc biệt, do đó không thể dùng một mũi taro tiêu chuẩn thông thường.
Giải thích
Ren cấy dạng cuộn giống lò xo nó có ren trong và ren ngoài. Ren cấy được đưa vào lỗ ren taro trước đó trên vật liệu phi kim như nhôm, nhựa, vật liệu mềm và gỗ để gia cố cho ren. Có thể dùng cho bộ phận đắt tiền dễ hư tổn để tránh hư hỏng ren hoặc dùng để sửa chữa ren trong bị hỏng. Ren cấy được sử dụng bằng cách đưa nó vào ren trong đã được gia công bằng mũi taro ren cấy. Đường kính ren trong mà ren cấy gắn khít lớn hơn một khoảng bằng độ dày cả hai thành bên của ren cấy cộng lại với nhau. Do vậy, mũi taro dành cho ren cấy lớn hơn nhiều so với đường kính danh nghĩa của ren tiêu chuẩn có cùng kích thước.
Công thức để tìm kích thước đường kính mũi taro ren cấy = 2 × 0.64952 × P.
Như vậy từ đường kính mũi taro tiêu chuẩn ta có thể tính ra đường kính ngoài mũi taro ren cấy.
Ví dụ, kích thước đường kính ngoài của mũi taro tiêu chuẩn: HT P3 M6 × 1 5P là khoảng 6.000mm, kích thước đường kính ngoài của mũi taro ren cấy bằng tay: AL - HT 1b STI M6 × 1 5P là khoảng 7.299mm.
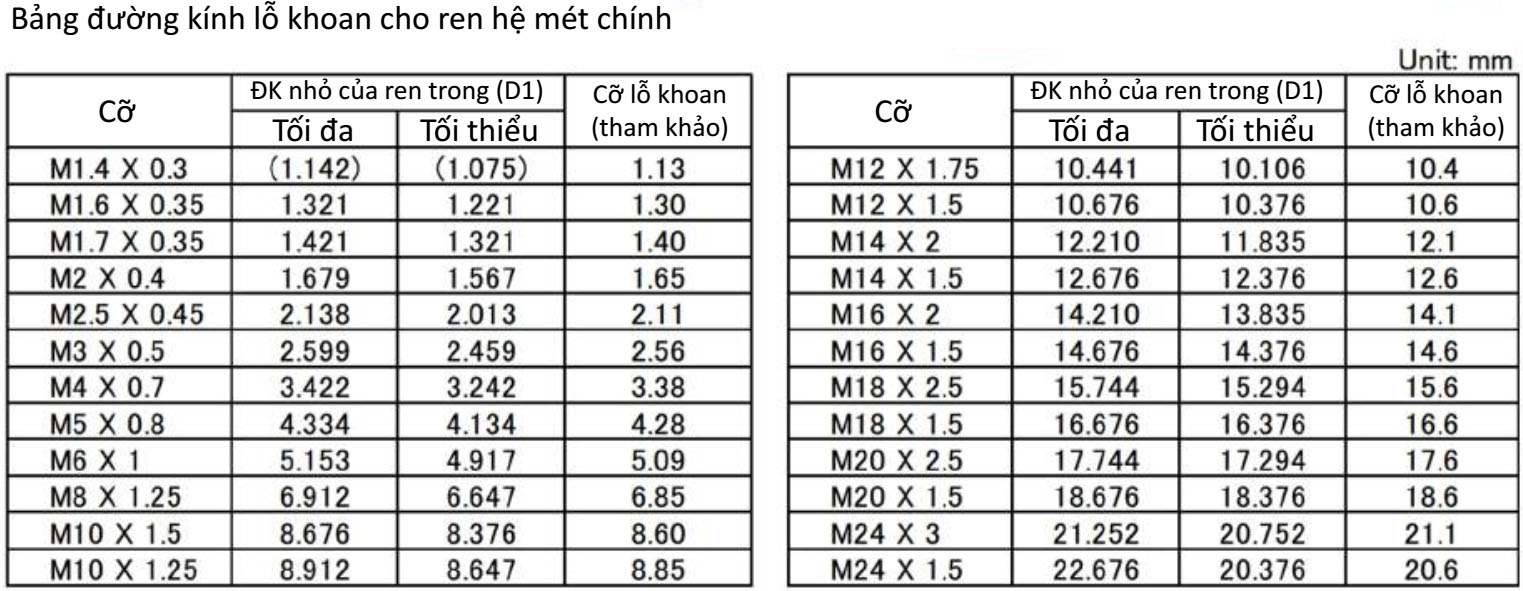
Như vậy là lớn hơn về đường kính so với ren trong tiêu chuẩn M6 khoảng 1.299mm. Do đó, đường kính của lỗ khoan dành cho taro ren cấy thường lớn hơn cỡ ren tiêu chuẩn. Hãy tham khảo bảng đường kính lỗ khoan tối đa và tối thiểu dành cho các size ren cấy khác nhau dưới đây.
Số liệu

Cỡ lỗ khoan cho taro ren cấy khác hoàn toàn với lỗ khoan của mũi taro ren tiêu chuẩn cùng size để chứa được độ dày của ren cấy.
*Các số liệu được đưa ra ở trên là dựa vào dữ liệu cung cấp bởi các nhà sản xuất ren cấy.
Để tham khảo phần giới thiệu Mũi taro tay: AL-HT (1bSTI); Mũi taro xoắn: AL-SP (1bSTI) và Mũi taro thẳng: AL-PO (1bSTI). Để tham khảo về ren cấy, xem “Lời khuyên hữu ích...” No.027.
Điều chỉnh kích thước lỗ khoan cho Mũi Taro Xoắn như thế nào
Câu hỏi
Hiện tôi đang gia công nhiều vật liệu bằng Mũi Taro Xoắn.
Tôi thường gặp những vấn đề như mẻ răng, gãy taro, lẹo dao và những vấn đề khác. Có cách nào để cải thiện tình hình không?
Trả lời
Một giải pháp là mở rộng đường kính lỗ khoan lớn nhất có thể. Tôi nghĩ nếu bạn điều chỉnh đường kính lỗ khoan lớn hơn và hợp lý hơn, bạn có thể giải quyết hết những vấn đề.
Đường kính lỗ khoan thường là một vấn đề ít được để ý đến nhất.
Nếu hiểu rõ hơn về đường kính lỗ khoan, toàn bộ các vấn đề của bạn có khả năng được giải quyết trọn vẹn.
Cải tiến
Câu hỏi
Phải chăng chỉ có một đường kính lỗ khoan cho mỗi cỡ taro?
Như là, đối với ren M8×1.25 lỗ khoan chỉ có thể là 6.8mm.
Trả lời
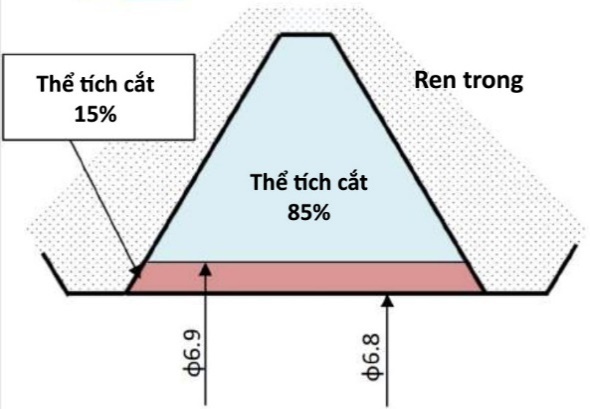
Không có quy ước nào nói rằng lỗ khoan cho ren M8×1.25 có đường kính là 6.8mm. Đối với ren trong cấp 6H và cấp 2 tiêu chuẩn đường kính nhỏ được xác định là nằm trong khoảng 6.912mm đến 6.647mm. Khi xảy ra vấn đề, phương án đầu tiên là mở rộng đường kính lỗ khoan lên lớn nhất có thể.
Trong ren M8×1.25. bằng cách điều chỉnh đường kính lỗ khoan từ 6.8mm thành 6.9mm thể tích phoi giảm 15%. Hơn nữa, tải gia công cũng giảm xuống 13%.
Lỗ khoan lớn hơn có thể làm giảm thiểu vấn đề gãy và lẹo dao.
Chúng tôi khuyến nghị đường kính lỗ khoan sát với đường kính chân ren (D1) của ren trong.
Cách sử dụng tốc độ cắt được Yamawa khuyến nghị
Câu hỏi
Làm thế nào tôi có thể tính toán số vòng quay trong một phút (RPM) của mũi taro nếu như tôi biết được tốc độ cắt được khuyến nghị?
-Mũi taro xoắn M12 × 1.75
-Tôi đang sử dụng tốc độ cắt được khuyến nghị là 7m/phút hay 23 SFM
Trả lời
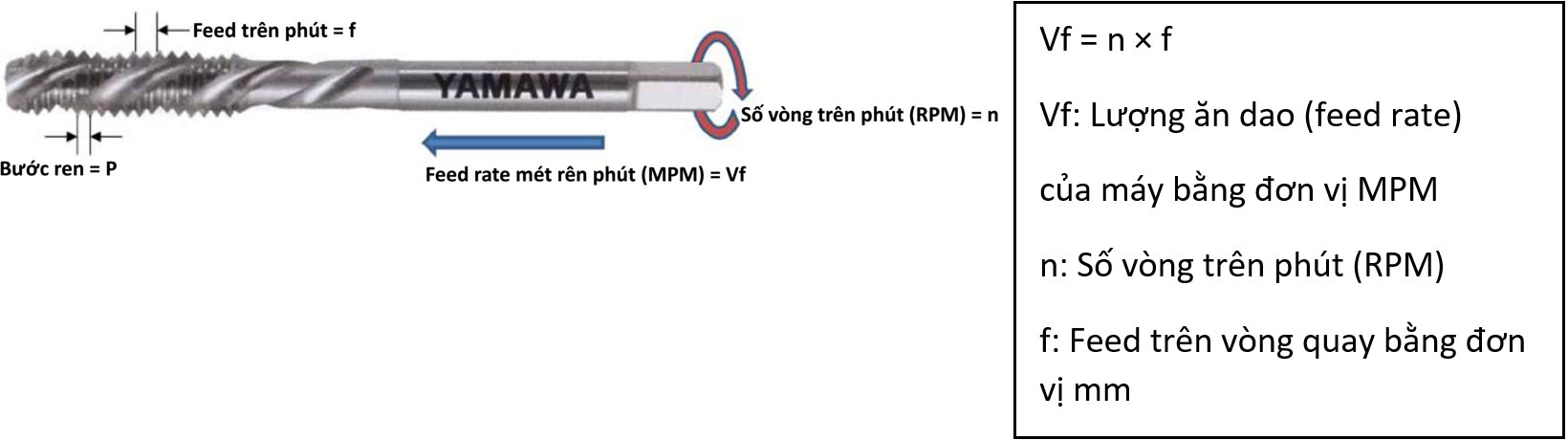
Toàn bộ các khuyến nghị tốc độ cắt được đưa ra bằng đơn vị Mét trên Phút (Meters Per Minute - MPM) hay Feet bề mặt trên Phút. Mũi taro khác nhau về đường kính dựa trên cỡ ren, do đó chúng sinh ra các MPM khác nhau khi hoạt động với cùng RPM.
Khi sử dụng MPM được khuyến nghị cho mũi taro, khuyến nghị này cần phải đổi về RPM để các mũi taro có đường kính khác nhau có thể chạy ở cùng MPM.
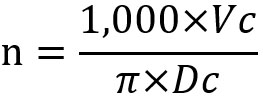
Phép tính cho Số vòng trên Phút (Revolutions Per Minute - RPM) yêu cầu phải đo chu vi đường tròn.

Như bạn thấy, không khó để đo một đường thẳng với vạch chia hay thước nhưng đo chu vi của một đường tròn có thể đôi khi gặp trở ngại.
Cũng có thể dễ dàng làm điều này bằng cách nhân đường kính của đường tròn với π (Pi) hay hằng số 3.14 để xác định độ dài vòng quanh đường tròn.
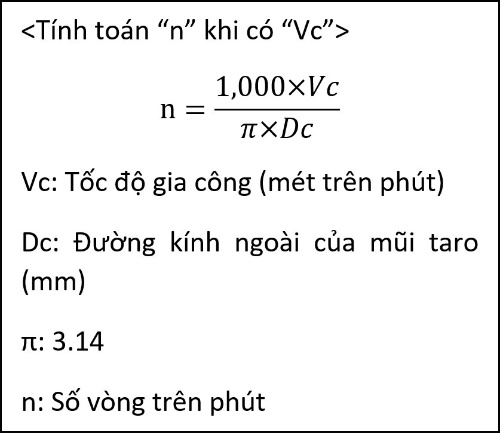 Bạn có thể tính toán số vòng trên phút (RPM) từ MPM được khuyến nghị bằng một công thức đơn giản.
Bạn có thể tính toán số vòng trên phút (RPM) từ MPM được khuyến nghị bằng một công thức đơn giản.
Để tính toán số vòng trên phút (RPM) của mũi taro xoắn
M12×1.75 trên với tốc độ được khuyến nghị là 7 mét trên
phút sử dụng công thức sau:
1000 × 7m/phút) ÷ (3.14 × 12mm) = 7000 ÷ 37.68=185.77 RPM
Số vòng trên phút (RPM) lý tưởng dành cho máy với mũi taro M12 ở 7 mét trên phút là 186 RPM.
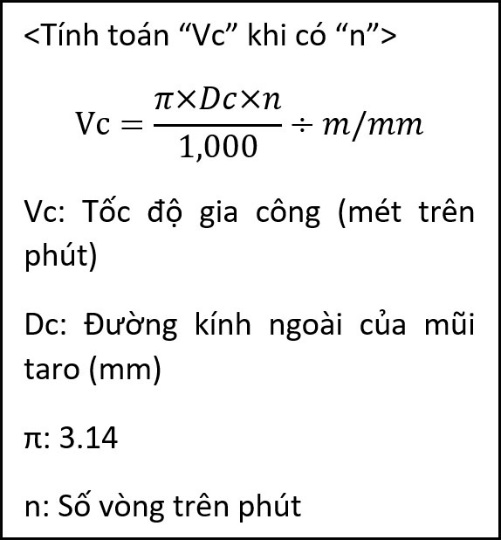 Để tính toán tốc độ gia công Vc (m/phút) sử dụng cùng
Để tính toán tốc độ gia công Vc (m/phút) sử dụng cùng
những thông tin như cho thấy ở trên:
Tốc độ cắt ren của một mũi taro xoắn M12 × 1.75 tại 186
RPM là:
(3.14 × 12mm × 186 RPM) ÷ 1000 = 7.008 MPM (mét trên phút)
Bạn sẽ cần những thông tin sau để tính toán biến đổi giữa tốc độ cắt MPM sang RPM. Bạn cũng cần những thông tin này để biến đổi từ MPM sang RPM:
Dc (Đường kính ngoài của mũi taro: Đơn vị mm.
Vc (Tốc độ gia công): Đơn vị Mét trên phút (MPM).
1m = 1000mm
m/phút: mét trên phút.
Cách cài đặt “lượng ăn dao - feed rate” cho máy khi gia công
Câu hỏi
Làm thế nào tôi có thể tính toán được “lượng ăn dao - feed rare” của máy khi sử dụng mũi taro sau?
-Mũi taro xoắn M12 × 1.75
-Dùng tốc độ cắt được khuyến nghị là 7m/phút (23 SFM)
Trả lời
Việc này không khó nếu bạn biết bước ren (P) và số vòng trên phút (RPM) được khuyến nghị.
Sử dụng ví dụ 186 vòng trên phút (RPM) ta tính toán feed rate mét trên phút (MPM) của máy. (Chi tiết hơn hãy xem YES-008).
Mũi taro: M12 × 1.75
Tốc độ cắt Vc: 7m/ phút
Feed trên mỗi vòng quay (f) bằng với bước ren (P) của mũi taro trên ren đơn khởi điểm. Trên ren đôi khởi điểm feed trên vòng quay là 2 lần bước ren. Trên ren ba khởi điểm feed là 3 lần bước ren và tiếp tục như thế.
Ví dụ: Feed rate máy (Vf) của ren khởi điển đơn M12 × 1.75 chạy với tốc độ 185 vòng trên phút (RPM) theo như tính toán dưới đây:
Vf = 186 RPM × Bước ren 1.75mm = Feed reate milimét trênphút 325.5mm (mmpm).
325.5 ÷ 1,000 = 0.325 tốc độ feed mét trên phút (MPM).
Bước ren của mũi taro hệ mét (P) được tính bằng khoảng giữa 2 đỉnh ren gần nhau nhất.
Khi tính toán ren hệ inch thống nhất, ren Whitworth hay ren ống, Bước ren được đo bằng cách chia 1” cho số ren trên 1 inch (TPI). Phép tính này sẽ cho ra khoảng cách đơn vị inch giữa 2 đỉnh ren gần nhau nhất.
Ví dụ: 1/2”-13UNC bước ren = 1” ÷ 13 TPI (P) = 0.0769” hay 1.954cm.
Đổi đường kính = 1/2” ÷ 1mm (0.03937“) = Đường kính 12.7mm
Tốc độ cắt được khuyến nghị theo đơn vị mét trên phút (Vc) = 7m/phút.
Tốc độ trục chính của máy đơn vị RPM (n) = (1000 × 7 MPM) ÷ (3.14 × 12.7mm) = 175 vòng trên phút (RPM).
Feed rate của máy cho mũi taro 1/2”-13 = 1.954mm × 175 RPM = 314.95 mm/ph = 0.342 m/ph (lượng ăn dao mét trên phút).
Các tin khác :
- Hiểu biết cơ bản về vật liệu gang để chọn mũi taro gang hiệu quả (14/06/2021)
- Hiểu biết cơ bản về mũi taro nén (16/08/2017)
- Hiểu biết cơ bản về mũi taro thẳng (16/08/2017)
- Hiểu biết cơ bản về mũi taro xoắn (12/08/2017)
- Câu hỏi thường gặp phải về mũi taro (28/07/2017)
- Xử lý sự cố liên quan đến mũi taro - nguyên nhân, cách khắc phục (19/05/2017)
- Làm thế nào để bỏ điểm tâm trên Mũi Taro Xoắn? (17/05/2017)
- Mũi taro là gì? Phân loại mũi taro? Cách chọn mũi taro? (02/01/2017)
- Ưu điểm của phương pháp phay ren (01/04/2016)
- Phoi của vật liệu và hình dạng thoát phoi của mũi taro (31/03/2016)
.jpg "Bảng tra mũi khoan và taro")
.jpg "bảng tra mũi khoan và taro hệ inch")
.jpg "Cách lấy mũi taro bị gãy")
.jpg "Tốc độ cắt khi taro và công thức tính chế độ cắt khi taro")
.jpg "Mũi taro là gì? Phân loại mũi taro? Cách chọn mũi taro?")





Ý kiến của bạn