|
|
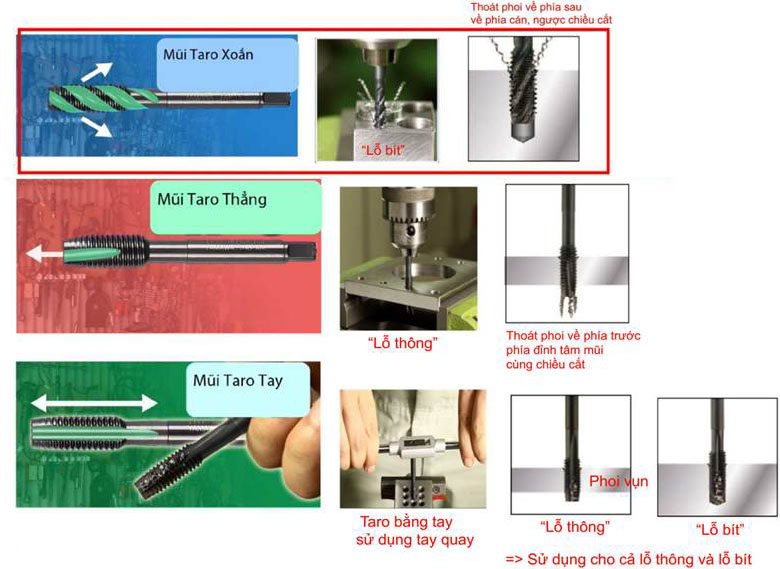
Hiểu biết cơ bản về mũi taro xoắn Thứ bảy, 12/08/2017, 08:51 GMT+7  Hiểu biết cơ bản về mũi taro xoắn Hiểu biết cơ bản về Mũi Taro XoắnMũi taro xoắn là loại mũi taro được sử dụng nhiều nhất trong ngành công nghiệp sản xuất hiện nay. Mũi taro xoắn là một trong những sản phẩm hàng đầu của Yamawa. Hãy để chúng tôi giải thích mũi taro xoắn từ những khái niệm căn bản để mọi người có thể dễ dàng hiểu được ứng dụng của loại mũi taro này. Mũi taro xoắn là gì?Mũi taro xoắn có rãnh xoắn cuốn quanh đường tâm mũi taro theo dạng hình lò xo. Mũi taro xoắn được dùng chủ yếu để taro lỗ bít. Mũi taro xoắn sẽ kéo phoi ra khỏi lỗ về phía cán và ngược với chiều cắt ren.
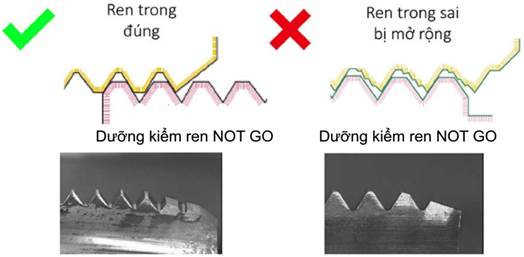
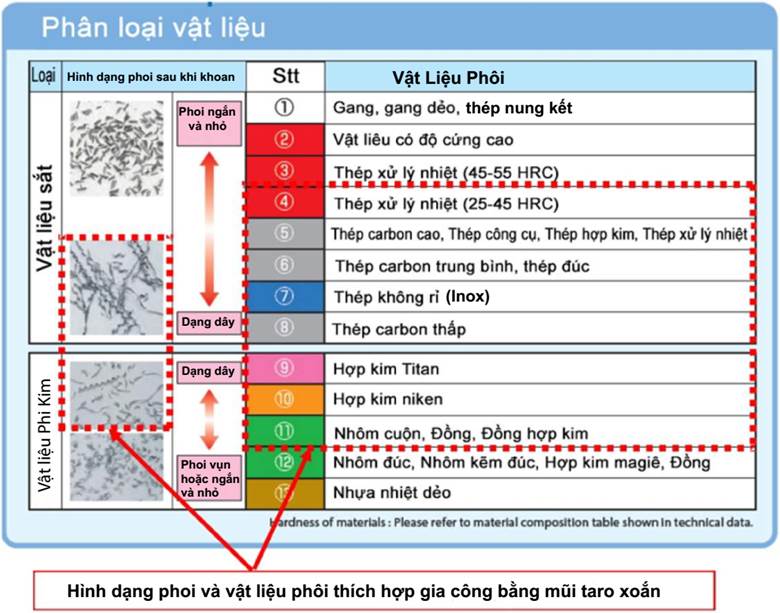
Những đặc điểm của mũi taro xoắn: ※ Mũi taro xoắn là thích hợp nhất để gia công lỗ bít. ※ Mũi taro xoắn bắt đầu cắt ren dễ dàng trên đa số các vật liệu phôi và có hiệu suất cao. ※ Mũi taro xoắn không có lưỡi cắt khỏe như mũi taro thẳng hay mũi taro tay nên các mũi taro này có thể được khuyến cáo là không nên dùng gia công vật liệu trên 45HRC. ※ Đôi khi mũi taro xoắn có thể gặp các vấn đề về hiệu suất do phoi gây ra khi taro các vật liệu quá mềm hoặc vật liệu có phoi vụn hoặc ngắn. Những vật liệu thích hợp với mũi taro xoắn và hình dạng phoi của chúng* Những vật liệu thích hợp với mũi taro xoắn được phân thành 2 loại chủ yếu vật liệu sắt và vật liệu phi kim. * Khi gia công một vật liệu nếu phoi dài và xoắn lại thì mũi taro xoắn là thích hợp. * Khi gia công vật liệu mà có phoi vụn hay ngắn nhỏ, ví dụ như gang và nhôm đúc, cần đặc biệt chú ý trong quá trình gia công. Trong các vật liệu có phoi vụn và ngắn nhỏ, mũi taro xoắn có thể sẽ thoát phoi không hiệu quả và gây ra vấn đề trong gia công ren. Tra cứu hình dạng phoi dựa trên vật liệu phôi theo bảng dưới đây:
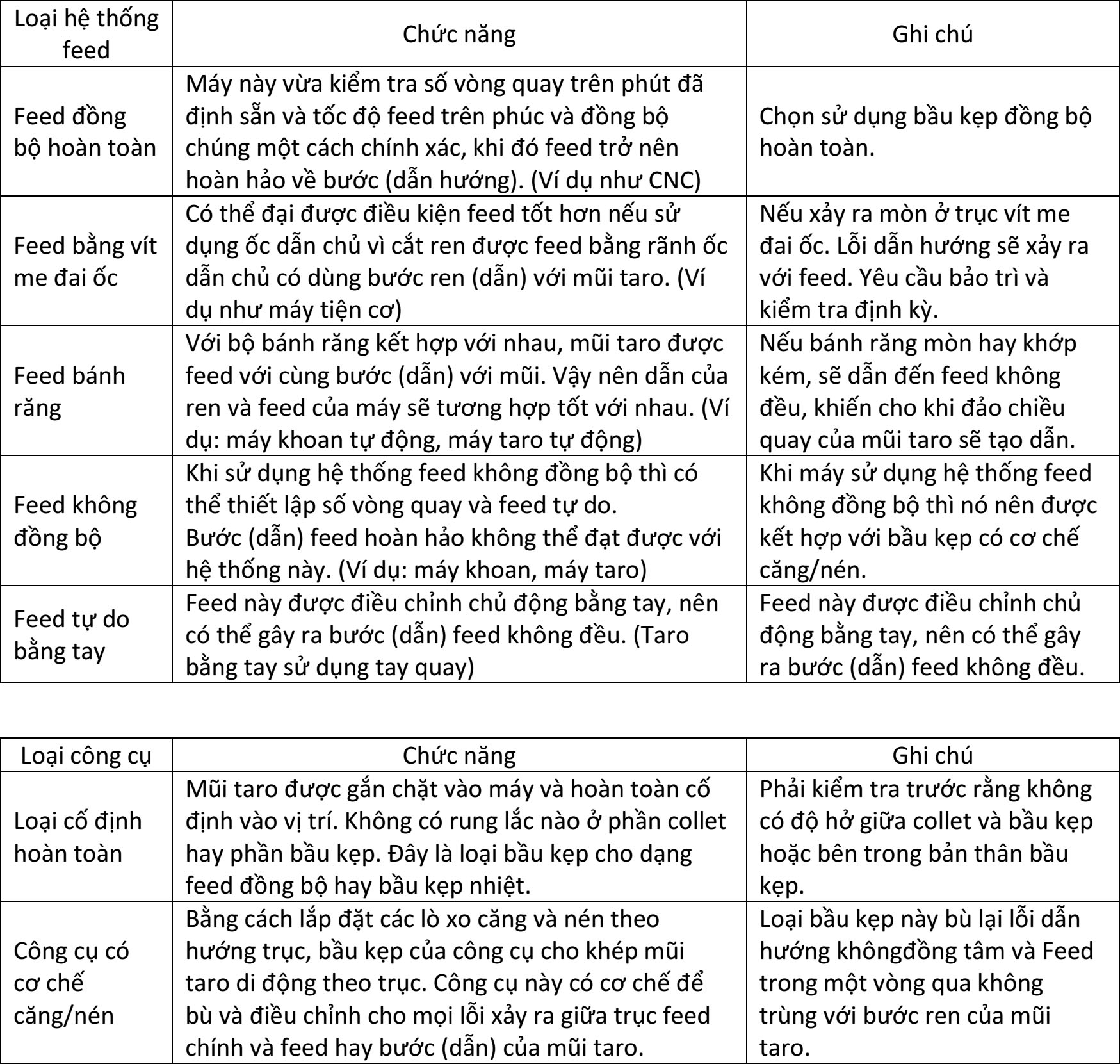
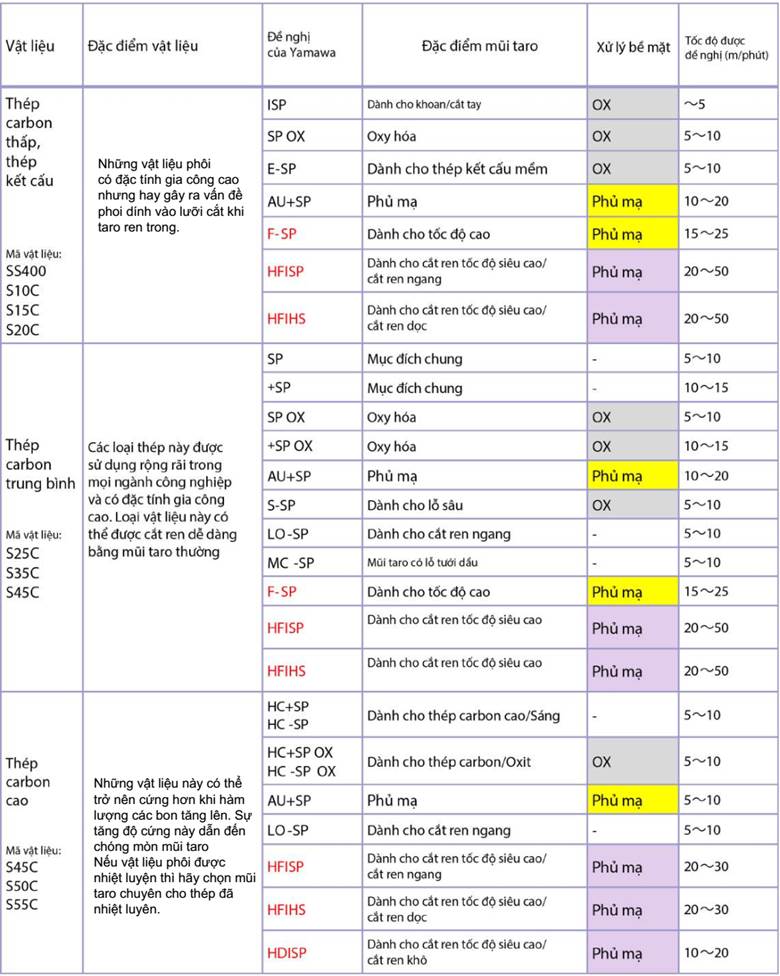
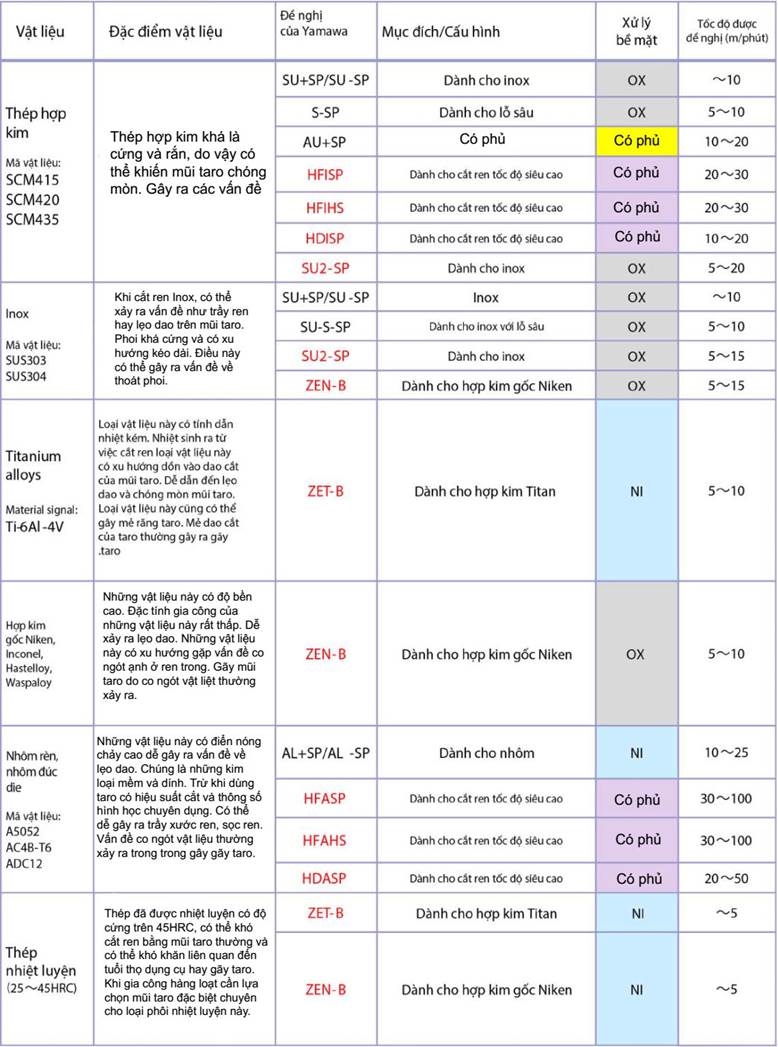
Đặc điểm của một vài vật liệu phôi thường gặpThép gia nhiệt (25~45HRC)Thép đã gia nhiệt để đạt đến độ cứng trên 40HRC taro ren bằng mũi taro thường có thể không hiệu quả và bạn có thể gặp khó khăn như tuổi thọ dụng cụ thấp hay gãy mũi taro. Trong trường hợp taro loại vật liệu này nên chọn mũi taro đặc biệt dành cho thép đã nhiệt luyện. Thép carbon cao...S45C, S50C, S55CNhững vật liệu này có thể trở nên cứng hơn khi hàm lượng các bon tăng lên. Độ cứng tăng khiến cho mũi taro chóng mòn. Nếu vật liệu của bạn là đã nhiệt luyện, thì hãy sử dụng mũi taro được thiết kế chuyên cho thép đã qua nhiệt luyện. Thép hợp kim...SCM415, SCM420, SCM435Thép hợp kim tương đối là cứng và bền, do vậy mũi taro sẽ chóng mòn và gây ra hàng loạt vấn đề. Thép dụng cụThép dụng cụ tương đối là cứng và bền, do vậy mũi taro sẽ chóng mòn và gây vấn đề. Nếu vật liệu của bạn đã nhiệt luyện, thì bạn nên chọn mũi taro được thiết kế cho thép nhiệt luyện. Thép các bon trung bình...S25C, S35C, S45CNhững loại thép này được sử dụng rộng rãi trong các ngành công nghiệp. Nó có đặc tính gia công cao. Loại vật liệu này dễ dàng được taro ren bằng mũi taro thông thường. Inox…SUS303, SUS304Inox có tính dẻo, cứng và có xu hướng tăng cứng cơ học. Khi gia công Inox có thể xảy ra vấn đề như ren trong bị trầy xước hay vật liệu phôi dính vào lưỡi cắt (lẹo dao). Phoi khá là cứng và có xu hướng kéo dài. Điều này có thể gây ra vấn đề về thoát phoi. Thép các bon thấp và thép kết cấu...SS400, S10C, S15C, S20C, C45Những vật liệu này dễ gia công, nhưng có thể gây ra vấn đề vật liệu phôi dính vào lưỡi cắt mũi taro (lẹo dao). Hợp kim Titan…Ti-6AI-4VLoại vật liệu này có tính dẫn nhiệt kém. Nhiệt sinh ra khi gia công vật liệu này thường bị dồn vào mũi taro. Vấn đề này có thể dễ dàng gây ra lẹo dao và gây mòn nhanh mũi taro. Vật liệu này cũng có khả năng gây mẻ răng. Sự cố gãy mũi taro thường xuyên xảy ra khi lưỡi cắt bị mẻ. Hợp kim gốc Niken…Hợp kim gốc Niken, Inconel, Hastelloy, WaspaloyNhững vật liệu này có độ cứng cao. Đặc tính gia công của những vật liệu này là rất thấp. Vấn đề lẹo dao hay mòn nhanh mũi taro có thể xảy ra thường xuyên. Những vật liệu này có xu hướng bị vấn đề co ngót nặng nề khi taro ren. Rất dễ bị gãy mũi taro, xảy ra do tính co ngót của vật liệu. Nhôm rèn, nhôm đúc khuôn...A5052, AC4B-T6, ADC12Những vật liệu này có nhiệt độ nóng chảy cao dễ dàng gây ra sự cố phoi dính vào lưỡi cắt (lẹo dao). Chúng là những vật liệu mềm và dính. Trừ khi bạn dùng mũi taro có hiệu suất cắt và thông số hình học tối ưu chuyên biệt. Có nguy cơ xảy ra tình trạng trầy xước ren trong. Vấn đề vật liệu co ngót xảy ra thường xuyên khi taro ren. Đồng đỏ, Hợp kim đồng…C1100, C2801Khi một thành phần dễ gia công được thêm vào, đặc tính gia công của những vật liệu này là tương đối cao Tuy nhiên, trước đó những vật liệu này mềm và dính. Trầy xước ren xảy ra thường xuyên khi cắt ren trong Cũng có thể sự cố lẹo dao xảy ra trên mũi taro và co ngót ren trong gây ra gãy mũi taro. Các bước cần thực hiện để chọn một mũi taro phù hợpKhi cắt ren, sự cố có thể xảy ra khi nhiều vấn đề gia công chồng chất lên nhau. Những sự cố này có thể không dễ gì giải quyết được. Phương án giải quyết những vấn đề này là lựa chọn mũi taro hợp lý nhất dựa trên điều kiện gia công. Bước 1: Xác đinh loại vật liệu phôi và đặc điểm của chúngĐặc tính/độ cứng Bước 2: Xác định hình dạng lỗ khoanLỗ bít=> Taro xoắn SP/Taro tay HT/Taro nén (Ren cạn 2P) Lỗ thông=> Taro thẳng PO/Taro xoắn ren trái SL/Taro tay HT/Taro nén (Ren cạn 4P) Bước 3: Xác định kiểu “Feed-Lượng ăn dao” của máy gia công※ Feed đồng bộ hoàn toàn: Khi taro trên trung tâm gia công CNC hay trung tâm taro CNC nên sử dụng bầu kẹp cố định (bầu kẹp cứng). Máy sử dụng bộ điều khiện kỹ thuật số sẽ làm cho feed trên mỗi vòng quay trùng với bước ren của mũi taro. - Những máy này có thể áp dụng cho gia công tốc độ cao hay gia công vật liệu cứng khó gia công. ※ Không đồng bộ - Khi gia công trên những máy không phải là máy CNC như mays taro, máy taro chuyên dụng máy tiện, máy khoan điều khiển bằng tay nên sử dụng bầu kẹp nhún (bầu kẹp căng/nén - bầu kẹp tự lựa) - Cơ chế Feed của những máy này không được điều khiển chính xác và thường thì “Feed” trên mỗi vòng quay không trùng với bước ren của mũi taro. Lỗi này được bù lại bằng cách tinh chỉnh lò xo của bầu kẹp nhún. Điều khiển “Feed” trên những máy này bị giới hạn bên phía mũi taro. vấn đề giới hạn ren giống như là cắt ren quá size là thường xuyên xảy ra. Vậy nên khuyến cáo gia công với tốc độ thấp hơn. (cắt ren quá size ví dụ như muốn cắt ren M6 (6mm) thì nó lại ra 6.01mm chẳng hạn) Chi tiết hơn xin tham khảo trang “Hệ thống feed và các dụng cụ” Bước 4: Xác định chức năng và hiệu suất của bầu kẹp※ Bầu kẹp loại cố định hoàn toàn: mũi taro được gắn cố định vào bầu kẹp. ※ Bầu kẹp nhún - bầu kẹp căng/nén - bầu kẹp tự lựa tâm - Loại bầu kẹp này để cho mũi taro trôi dọc trục bằng cách sử dụng lò xo căng và nén, nó làm cho tâm mũi taro và tâm lỗ đồng tâm. - Bầu kẹp bù lại bất kỳ lỗi dẫn hướng không đồng tâm hay lỗi không trùng nhau giữa bước ren và “feed” của máy bằng cách sử dụng cơ chế căng nén của lò xo. Chi tiết hơn xin tham khảo trang “Hệ thống feed và các dụng cụ yêu cầu” Bước 5: Xác định tốc độ gia công※ Tốc độ gia công thường: mũi taro mục đích thường và mũi taro mục đích đặc biệt ※ Taro ren tốc độ cao và tốc độ siêu cao ※ Mũi taro dành cho gia công tốc độ cao như là dòng F-SP ※ Mũi taro dành cho gia công tốc độ siêu cao như là dòng HF Chi tiết hơn xin tham khảo trang “Các loại thread relief - góc sắc của mũi taro” Bước 6: Xác định các điều kiện gia công khác※ Chất bôi trơn: Khi gia công với dầu không hòa tan, chọn mũi taro đã oxy hóa. ※ Số lượng lỗ taro: khi taro ren hàng loạt, số lượng lớn, chọn mũi taro có phủ bề mặt. ※ Giới hạn ren trong: Cần lưu ý khi taro ren trên vật liệu phôi có xu hướng co ngót Hệ thống “feed - lượng ăn dao” của máy gia công và dụng cụ đi theoKhi gia công, việc hiểu biết cặn kẽ chức năng của máy taro và dụng cụ trước khi dùng chúng là hữu ích. Ví dụ máy phù hợp nhất cho taro ren là trung tâm gia công CNC có cơ chế feed đồng bộ hoàn toàn. Ví dụ như như là nếu bầu kẹp không phải loại cố định hoàn toàn (bầu kẹp cứng), trung tâm gia công không thể hoạt động với hiệu suất cao Những vấn đề như taro ren quá size thường xảy ra khi sử dụng bầu kẹp nhún với những máy này. (Taro ren quá size nghĩa là lỗ ren thực tế lớn hơn size mũi taro ví dụ như size M6 (6mm) thực tế là 6.1mm)
“Mặt hớt lưng ren” trên những loại mũi taro khác nhau※ Mặt hớt lưng lệch tâm ▪ ▪ ▪ Hiệu suất tương đối hài lòng. Loại mũi taro này nên được dùng với một máy có đồng bộ hoàn toàn và bầu kẹp cố định hoàn toàn. ※ Mặt hớt lưng bán lệch tâm ▪ ▪ ▪ Hiệu suất cắt cao. Loại mũi taro này có thể được sử dụng với các máy có cơ chế feed đồng bộ hoàn toàn và các loại máy khác. ※
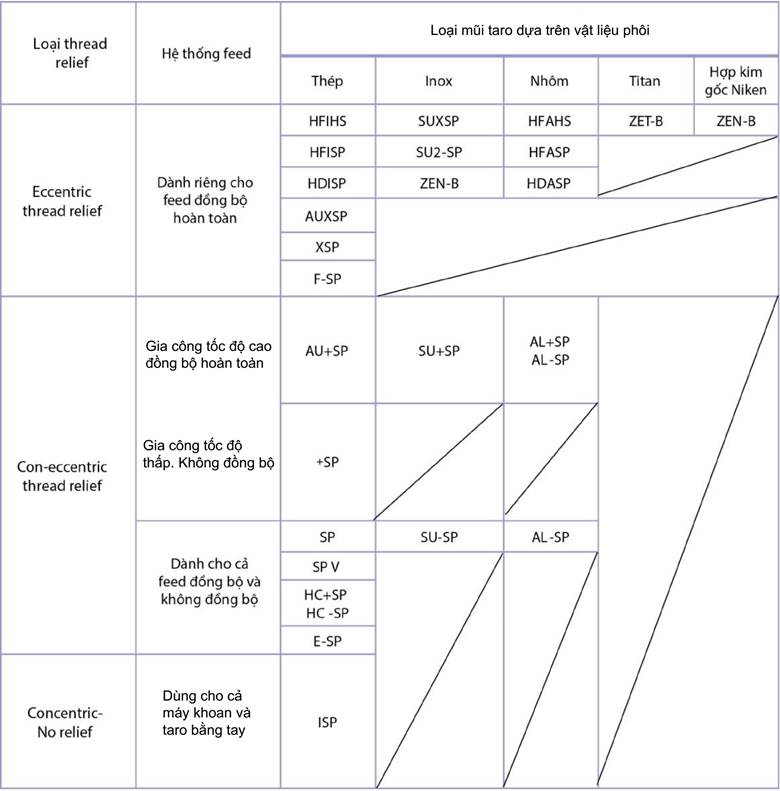
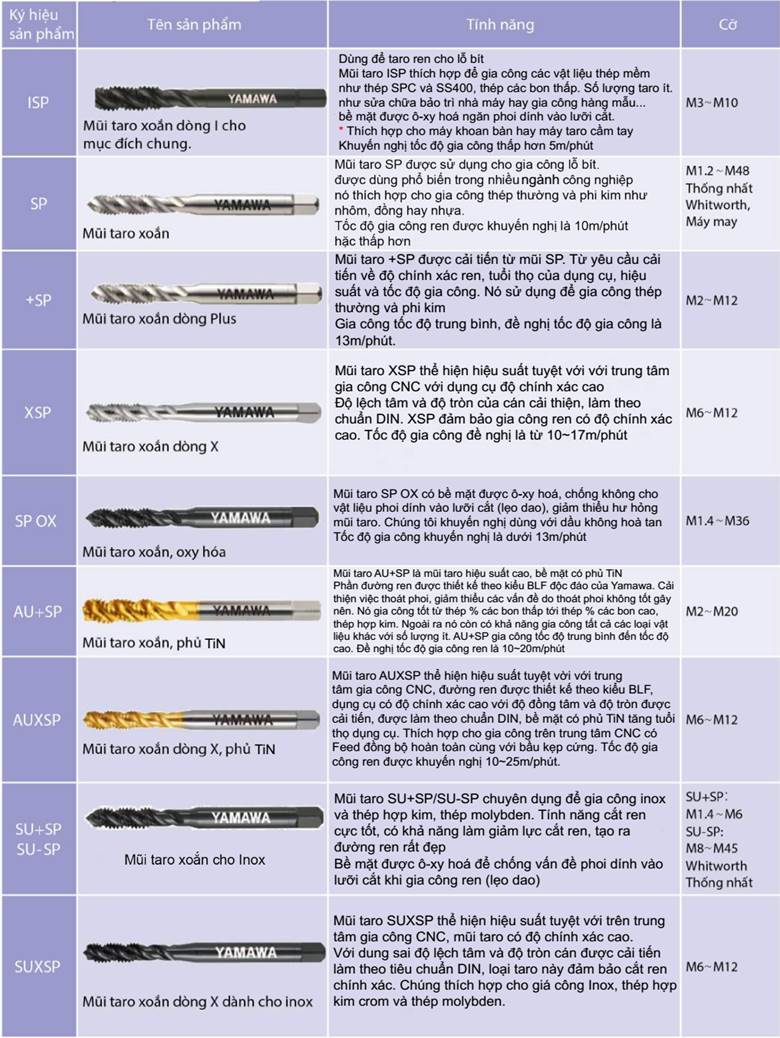
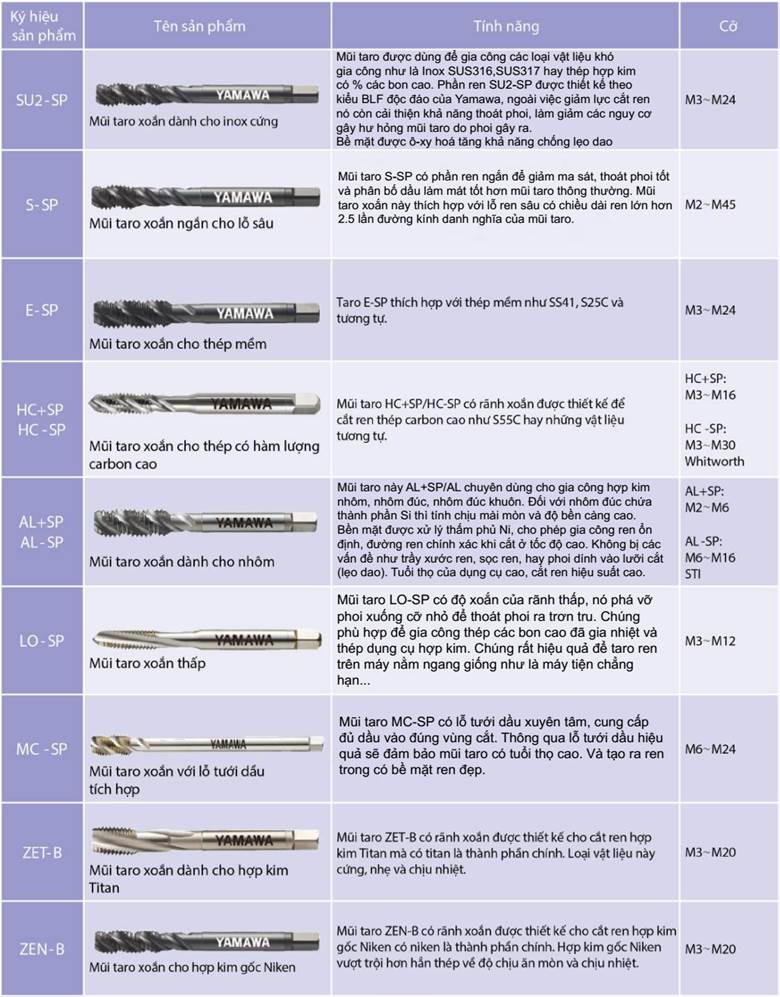
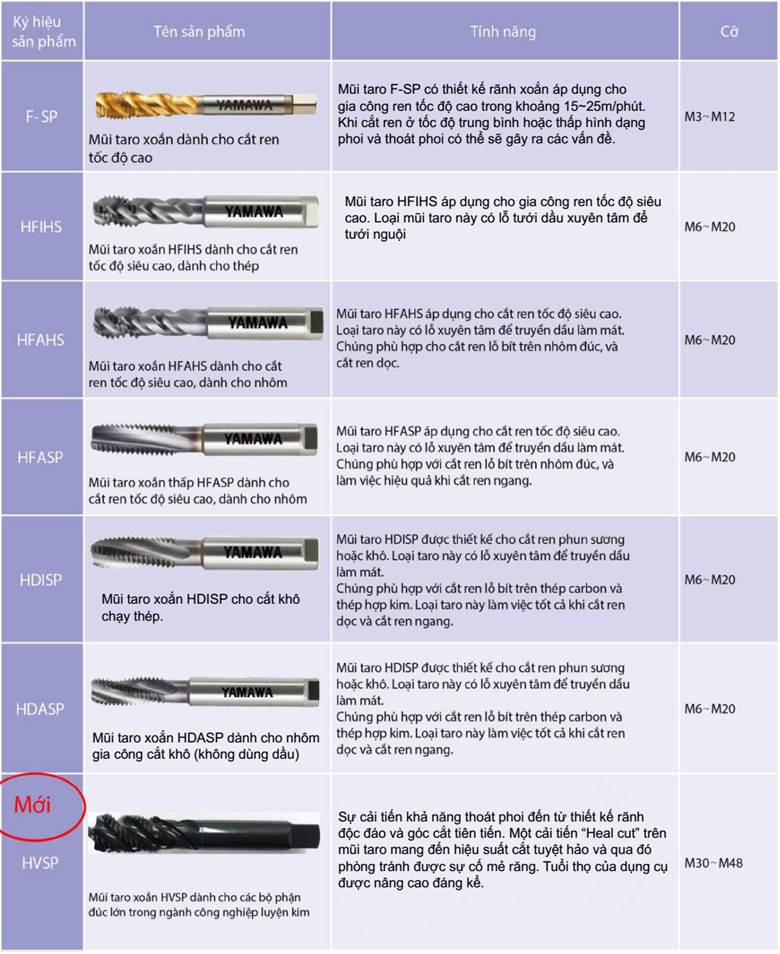
Phân loại mũi taro xoắn được dựa trên “Thread relief-mặt hớt lưng ren” và loại vật liệu để taro. Mũi taro xoắn là một trong những sản phẩm chính của Yamawa. Chúng tôi phân loại các mũi taro này dựa trên hình dạng của “Thread relief-mặt hớt lưng ren” và loại vật liệu phôi. Hãy tham khảo bảng sau khi chọn sản phẩm.
|
| Copyright © 2016 NHẬT PHÁT | |
 Đồng tâm-không hớt lưng ▪ ▪ ▪ Hiệu suất gia công thấp, nhưng sử dụng tốt với máy khoan không ổn định và máy taro bằng tay, có thể đạt được sự cân bằng không bị đảo và đảm bảo cắt ren đều.
Đồng tâm-không hớt lưng ▪ ▪ ▪ Hiệu suất gia công thấp, nhưng sử dụng tốt với máy khoan không ổn định và máy taro bằng tay, có thể đạt được sự cân bằng không bị đảo và đảm bảo cắt ren đều.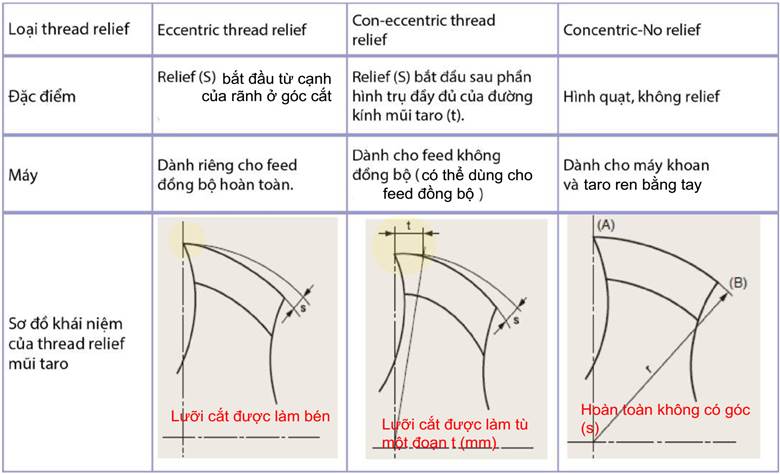



 Xác nhận rằng mũi taro không bị lẹo dao.
Xác nhận rằng mũi taro không bị lẹo dao.